工厂轴对中激光仪使用方法
关键词: 工厂轴对中激光仪使用方法 轴对中激光仪

 2026.06.14
2026.06.14
文章来源:
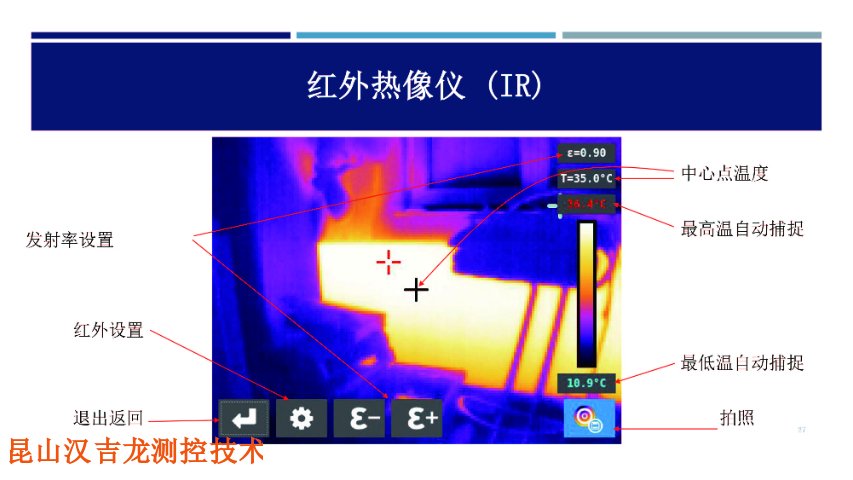
不同型号的HOJOLO轴对中激光仪查看温度补偿功能是否开启的方法可能有所不同,以AS500型号为例,通常可以通过以下方式判断:查看操作界面提示:AS500采用“尺寸-测量-结果”的三步法对中模式,在操作过程中,仪器的屏幕上可能会有相关的提示信息或图标来显示温度补偿功能的状态。如果在测量过程中,屏幕上显示出与温度补偿相关的参数、计算结果或提示文字,如显示因热膨胀导致的轴系偏移量等,说明温度补偿功能已开启。检查参数设置:进入仪器的参数设置菜单,查找与温度补偿相关的选项。如果该选项显示为已启用状态,或者有具体的温度补偿参数设置值,如设备运行温度、材料膨胀系数等已被正确输入,那么可以确定温度补偿功能已经开启。观察测量结果特征:如果仪器在不同温度环境下测量时,测量结果能够自动根据温度变化进行相应的调整和补偿,例如在温度升高时,仪器计算出的轴系偏移量会相应变化,并且这种变化符合热膨胀的规律,那么也可以推断温度补偿功能是开启的。 轴对中激光仪的校准周期一般是多久?工厂轴对中激光仪使用方法
轴对中激光仪
HOJOLO轴对中激光仪选购前需先清晰定位使用场景,这是所有决策的基础,可从3个维度梳理:适配设备的关键参数轴径范围:确认待校准设备(如电机、泵、风机、压缩机)的轴径大小,选择夹持装置可覆盖对应范围的激光仪(常见适配范围:50-500mm,部分特殊型号可支持更大轴径)。例如,中小型水泵轴径多为50-150mm,无需选择适配500mm以上的“大尺寸夹具”型号,避免成本浪费。设备转速与精度要求:低速设备(<1000rpm)对中精度要求通常为,普通经济型激光仪即可满足;高速设备(如汽轮机、风电主轴,>3000rpm)需精度达,必须选择高分辨率(如)、带倾角补偿功能的型号,避免因测量误差导致设备振动、轴承磨损。安装空间限制:若设备安装在狭窄空间(如井下泵、密集管线旁),需优先选择“紧凑式设计”(探头体积小、线缆可拆分)或支持“无线蓝牙连接”的型号,避免因操作空间不足无法完成测量。 傻瓜式轴对中激光仪供应商轴对中激光仪,抗粉尘干扰强,恶劣车间能使用。
HOJOLO轴对中激光仪数据反复波动可能由仪器安装、环境因素、测量操作等多种原因引起,以下是相应的解决方法:检查仪器安装情况确保部件安装牢固:测量单元或支架等部件安装不牢固会导致数据波动,需检查并拧紧相关部件,确保其固定在轴上,防止出现滑动或摆动的情况。避免测量单元摩擦或撞击:在扫描测量过程中,测量单元组件不应与任何固定部件发生摩擦或撞击,否则会影响测量数据的稳定性,需调整测量单元的位置,确保其运行顺畅。保证靶标安装精度:靶标作为接收激光束并反映主轴位置信息的关键部件,若安装不精确,如靶标平面不平整、安装时与主轴不同心等,会导致测量数据波动。需确保靶标安装正确,必要时重新安装或更换靶标。
HojoLo轴对中激光仪的重复性验证可以通过以下方法进行:确保仪器安装稳固:使用磁性支架、坚固链条等将激光仪的测量单元牢固安装在被测轴上,确保支架、夹具等无松动,锁紧力符合要求,如对于轴径φ30-150mm的设备,标准夹爪的锁紧力需≥80N・m。控制环境因素:选择温度波动≤2℃/小时、振动较小的环境进行测量,避免在靠近热源、冷源、强气流或强电磁设备的地方操作。若环境温度较低(<15℃),需提前开机预热10-15分钟,使电子元件达到热稳定状态。设置测量模式和参数:根据仪器型号和被测设备类型,选择合适的测量模式,如AS500的实时模式或双激光束模式等。输入准确的测量距离、轴径等参数,并预设允许偏差阈值。进行多次测量:将轴旋转至0°、90°、180°、270°等位置,每次在相同的径向位置进行测量,记录下各个位置的测量数据,如平行偏差(径向偏移)和角度偏差(张口量)等。对于长跨距设备,建议增加60°、120°等中间角度的测量。重复上述测量过程至少两次。分析测量数据:比较多次测量得到的数据,查看数据的稳定性和一致性。一般来说,良好的重复性应使每次测量结果的偏差在较小范围内,如激光轴对准系统在联轴器处的偏移应在,角度偏差应在。 AS500型号轴对中激光仪在石化行业的具体应用案例有哪些?

HOJOLO轴对中激光仪 先排除仪器自身问题:用校准工装检测激光仪是否归零(无被测设备时,激光束是否精细对准反光靶中心),若归零偏差大,优先进行仪器校准或维修。再检查操作与环境:重新规范安装(确保激光头/反光靶同轴、支架稳固),避开振动/强光区域,在常温(20±5℃)环境下重新测量,对比数据是否稳定。***排查被测设备:检查轴的径向跳动、底座是否松动、耦合器是否完好,判断是否存在“动态偏差与静态测量不匹配”的情况。通过以上步骤,可逐步定位误差**原因,针对性解决(如校准仪器、更换磨损配件、优化测量环境等),从而恢复测量精度。轴对中激光仪在使用过程中常见的问题有哪些?工厂轴对中激光仪使用方法
轴对中激光仪精度等级划分的国际标准是什么?工厂轴对中激光仪使用方法
ASHOOTER轴对中激光仪 长期使用后的损耗问题轴对中激光仪属于精密测量仪器,长期使用后易出现部件损耗,需定期维护:电池续航下降成因:锂电池长期充放电(尤其是过度充电、亏电存放)导致容量衰减。解决:遵循“浅充浅放”原则,电量低于20%及时充电,充满后立即断电;长期不用时(>1个月),保持电池电量50%-70%存放,每3个月补电一次;衰减严重时更换原厂电池(避免用兼容电池,可能损坏主机)。支架/磁力底座磨损成因:频繁安装拆卸导致支架夹爪变形、磁力底座吸附力下降(内部磁钢退磁)。解决:定期检查支架夹爪是否有变形,若无法夹紧轴,需更换夹爪组件;磁力底座吸附力不足时,可通过厂家检测是否退磁,必要时更换磁钢。精度漂移(隐性问题)成因:长期震动、温度变化导致内部光学元件(如棱镜、透镜)偏移,或传感器老化。解决:每年至少进行一次专业校准(送厂家或第三方计量机构,依据ISO9001等标准);若设备受强烈撞击(如掉落、被重物砸到),需立即停止使用,先校准再投入工作。 工厂轴对中激光仪使用方法





- 工业便携同心度检测仪多少钱 2026-06-13
- 工厂联轴器对中服务激光 2026-06-13
- 红外激光对中服务 2026-06-13
- 工厂便携同心度检测仪多少钱 2026-06-13
- 电机轴对中校准测量仪用途 2026-06-13
- 自主研发镭射主轴对准仪现状 2026-06-13
- 租用角度偏差测量仪找正方法 2026-06-12
- synergys便携同心度检测仪哪里买 2026-06-12




- 01 四川高精度组合平移台品牌
- 02 北京工业现场数据采集及控制系统软件远程监控
- 03 二次开发HMI人机界面规格
- 04 杭州防爆智能压力变送器厂商
- 05 河北大坝智能采集设备
- 06 浙江SOR索尔液位开关哪个品牌好
- 07 中国澳门品牌高低流空气采样器工作原理
- 08 国产能源管理
- 09 绍兴低速离心机装置
- 10 工厂轴对中激光仪使用方法