湖南热辊压锂电池辊压机销售公司
关键词: 湖南热辊压锂电池辊压机销售公司 锂电池

 2026.06.14
2026.06.14
文章来源:
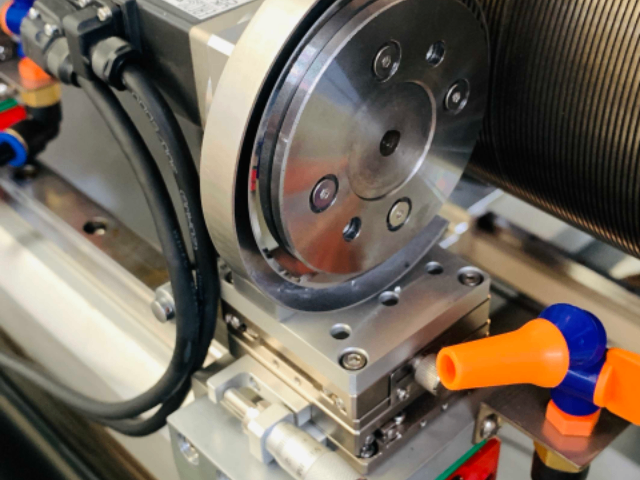
辊压机承接涂布烘干后的极片加工工序,作用是通过轧辊机械挤压压缩电极涂层空隙,提升极片压实密度,进而提升动力电池单体能量密度,是连接涂布与分切的关键中转设备。设备由上下一对高硬度合金轧辊、液压施压系统、辊缝微调机构、走带张力控制系统组成,不同正负极材料对应差异化施压参数:磷酸铁锂正极线压力多在2200~3800kN/m,石墨负极1600~3000kN/m,硅碳负极材料延展性偏弱,施压数值下调至900~1450kN/m区间。辊缝调节精度可以控制在1μm级别,压缩率参数依照材料配方设定,正极压缩率16%~24%、负极21%~34%,压力过高会造成活性颗粒碎裂,致使电池容量不可逆衰减,压力不足则极片孔隙偏大,能量密度达不到设计标准。辊压工序后极片易出现边缘翘曲、掉粉缺陷,多数产线在辊压机出料端加装除尘与整平辅助模组。部分中产线配置热辊机型,通过轧辊恒温加热改善涂层柔韧性,降低极片开裂概率。设备日常维护重点在于轧辊表面平整度保养,辊面出现细微划痕会直接反映在极片表面,形成局部压实异常,定期打磨养护轧辊是保障量产稳定性的必要工作。 日常维护流程简单,减少设备养护耗费时间。湖南热辊压锂电池辊压机销售公司

真空注液设备在低干燥环境下完成储能电芯电解液加注,大容量储能电芯内部空腔体积更大、电解液加注总量远高于常规动力电池,设备计量腔体、储液罐容积同步扩容,注液精度直接关联电芯循环寿命,加注偏少会造成锂离子传导不足、容量无法达标,加注过量电芯充放电产气后易出现鼓包胀气。储能产线主流分为腔体式注液、针式注液两类机型,软包储能电芯选用腔体浸泡式注液,方形铝壳、圆柱储能电芯适配单工位针式定量注液,整机由真空机组、防腐电解液供给管路、高精度计量泵、密闭工装组成,计量泵可将单电芯注液误差控制在毫克级别。完整注液流程分为抽真空、负压吸液、保压浸润三步,先抽除电芯内部空气,依靠压差吸入电解液,保压阶段促进液体充分渗入极片孔隙。注液工位车间稳定≤-50℃,空气中微量水分会和电解液锂盐发生化学反应,造成电芯失效报废。电解液具备腐蚀性,设备和液体接触腔体、管路选用316L防腐不锈钢材质,配套残液回收管路,收集滴漏电解液提升原料利用率。智能化储能机型搭载储液余量自动监测,缺液自动预警补液,单颗电芯注液数据自动存档绑定电芯编码,实现全流程数据追溯。 广州耐高温环境储能锂电池生产设备品牌定期校准辊体间距,维持长期加工尺寸稳定度。

超声波焊接设备用于动力电池极耳与集流片连接工序,依靠高频振动摩擦生热实现金属箔材固态熔接,对比电阻焊、激光焊,在铝箔、铜箔多层极耳焊接场景适配性更强,是软包、方形铝壳电池中段标配设备。设备由超声波发生器、换能器、焊头、承压底座、伺服位移系统构成,焊接振幅、保压时间、焊接压力三个参数直接决定焊缝牢靠度,不同层数铜铝极耳需要重新标定工艺参数。焊缝常见不良包含虚焊、过焊、极耳撕裂,虚焊会造成电芯内阻偏高、大电流放电发热严重;过焊则金属箔材熔断,极耳连接失效。量产产线在焊接工位加装在线内阻抽检与视觉成像检测,系统扫描焊缝形貌,自动剔除焊接异常电芯。铜极耳与铝极耳理化属性不同,设备更换焊头材质与焊接参数即可切换生产,一条产线兼顾正负极极耳焊接作业。随着多极耳、全极耳动力电池普及,多头同步超声波焊接设备逐步替代单头机型,单次完成多点极耳焊接,提升中段产线流转效率。设备焊头属于易损耗配件,日常依照产能损耗规律定期打磨或更换,保障长期焊接稳定性,多数设备配套数据存储模块,记录每批次焊接参数,方便不良品溯源排查。
狭缝挤压涂布机是前段极片制作价值占比比较高的设备,在前段设备投入中占比可达三成以上,也是决定动力电池极片一致性的装备,当前国内动力锂电量产线基本普及该机型,逐步替代传统转移式涂布设备。设备依靠精密模头将匀浆工序制备的浆料匀速挤压涂覆在铝箔(正极)、铜箔(负极)集流体表面,单面/双面间歇涂布、连续涂布均可实现,涂布厚度控制精度可达微米级别,常规动力电池极片涂层厚度管控公差范围在±2μm,面密度波动控制在±2%以内。涂布后端配套分段式热风烘干烘箱,烘箱划分5~8个温控分区,温度从50℃逐级提升至160℃,分段控温避免极片表层溶剂快速烘干、内部溶剂残留引发涂层开裂、掉料问题。箔材基材厚度6~12μm,走带张力、纠偏精度是设备日常运维重点,张力波动过大容易造成箔材拉伸变形、涂布错位。随着动力电池向高能量密度方向发展,超薄涂布、高负载涂布需求增多,设备厂商不断优化模头加工精度与供料稳压系统,搭配AI视觉在线测厚装置,实时采集极片涂布数据,自动微调模头间隙与浆料供给压力,有效降低极片不良产出,适配大容量动力电池量产需求。 设备技术不断迭代,顺应锂电产业发展方向。

方形铝壳动力电池顶盖与壳体密封依靠光纤激光焊接设备完成,焊缝气密性直接决定电芯注液后密封效果,水汽渗入电芯内部会破坏电解液、诱发电芯胀气失效,因此封焊工序对设备稳定性要求严苛。激光封焊设备包含光纤激光器、光路导向模组、工装定位夹具、烟尘净化装置、在线气密预检单元,设备依靠高能激光束熔融铝壳接缝实现无缝密封,焊缝宽度、熔深通过激光功率、移动速度精细调控。工装夹具定位精度控制在以内,电芯壳体放置偏移会造成焊缝跑偏、局部漏焊。量产中区分顶盖环焊、注液孔封口焊两类工艺,环焊为壳体主体密封,注液孔封口在注液工序结束后完成。设备配套实时焊缝视觉追踪系统,激光施焊同步拍摄焊缝,识别气孔、断焊等缺陷并标记不良电芯。铝壳材质导热系数偏高,焊接瞬时高温易造成壳体形变,设备增设辅助冷却气路,定点降温控制壳体变形量。相较于传统电阻封口焊,激光焊焊缝致密性更好,良品率更优,当前头部动力电池工厂新上铝壳产线基本全部配置全自动化激光封焊设备,搭配自动上下料机械手,实现电芯无人化流转焊接作业。 机身防护设计到位,规避现场作业安全风险。广州高节拍动力锂电池生产设备品牌推荐
加工流程层层管控,减少成品不良品产出量。湖南热辊压锂电池辊压机销售公司
传统液态动力电池设备无法直接适配固态电池量产需求,固态电池正负极干法制片、固固界面热压、无电解液封装等新工艺,倒逼全产业链设备研发迭代,成为现阶段锂电装备行业重要研发方向。前段摒弃传统湿法涂布制浆,干法电极设备成为研发重点,依靠粉体直接辊压成型极片,省去溶剂搅拌、涂布烘干整套工序,配套干法混料、等静压致密化设备,大幅缩减车间能耗与有机溶剂配套投入。中段取消电解液真空注液工序,设备聚焦极片高温热压复合、固态电芯密封焊接,热压设备温控、压力控制精度进一步升级,保障正负极与固态电解质界面紧密贴合。后段化成分容设备适配固态电池高压充放电特性,升级机柜绝缘、耐压规格,优化充放电曲线匹配固态电芯电化学特点。当前固态电池多数处于中试线阶段,设备以定制化小批量机型为主,随着技术逐步走向量产落地,标准化量产设备将逐步落地。设备制造企业同步和固态电池材料厂商、电芯生产企业联合攻关,从配方、工艺、设备三方协同优化,加速新工艺装备产业化落地,未来固态电池规模化量产将带来新一轮锂电设备替换与新增采购需求。 湖南热辊压锂电池辊压机销售公司
武汉千里马电源机械制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在湖北省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来武汉千里马电源机械制造供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!





- 大容量动力锂电池生产设备厂家电话 2026-06-12
- 湖南双面涂布超级电容器分切机推荐厂家 2026-06-11
- 广东液压分条机销售公司 2026-06-11
- 全自动箔材分切机厂家供应 2026-06-11
- 湖北智能分条机联系方式 2026-06-11
- 广东高温烘烤底涂分切机厂家报价 2026-06-11
- 湖北低粉尘固态电池分切机供应商 2026-06-10
- 湖南无粉尘蓝牙电池极片分切机品牌 2026-06-10



- 01 常州工业用管道供应
- 02 广东小型真空减速机推荐厂家
- 03 江苏高压安全阀校验中心
- 04 北京cnc复合加工中心推荐货源
- 05 上海机床误差修正激光干涉仪厂家直销
- 06 杭州风电机组液压主轴品牌排名
- 07 河南滑触线安装
- 08 浙江直销针型阀批发厂家
- 09 激光熔覆机器人控制器
- 10 航拍无人机培训学费