巧克力自动化搬运系统
关键词: 巧克力自动化搬运系统 自动化输送解决方案

 2026.06.15
2026.06.15
文章来源:
料理机自动化输送系统的价值不只体现在物理搬运层面,更在于其与上层数字化管理平台的深度融合所激发的数据驱动力。通过工业以太网和OPC UA统一通信协议,料理机产线上的每一台输送设备、每一个传感器和每一辆AGV均作为数据节点接入工业物联网平台,每秒产生数百条运行状态数据,涵盖速度、电流、温度、振动以及累计运行时长等关键参数。这些海量数据经由边缘计算网关进行初步清洗和特征提取后上传至云端大数据分析引擎,系统自动生成料理机产线的设备综合效率OEE报表、能耗趋势曲线和预测性维护工单。例如当某个料理机输送滚筒的振动值连续上升超过预设阈值时,系统会提前两周发出维护预警并在维修窗口期自动下发工单给维护班组,避免了非计划停机的生产损失。数字孪真技术进一步将料理机车间的一比一三维模型与实际生产数据实时绑定,管理者可以远程巡视料理机产线的每一个工位洞察物料流动的瓶颈环节。这种深度数字化集成将料理机制造从经验驱动转变为数据驱动,为精益管理和持续改进提供了科学依据和决策支撑。冰箱WMS与WCS联动调度,仓储与产线物料流转实现无缝衔接。该方案已获行业认可。巧克力自动化搬运系统
安全性是净水器自动化输送系统设计的首要原则,每一项机械结构和电气控制方案都必须通过严格的风险评估和功能安全认证。在净水器输送线的人机交互区域,安全光幕和激光区域扫描仪构成立体防护屏障,当操作人员的手部或身体进入危险区域时控制系统在五十毫秒内触发紧急停止,制动距离严格控制在五厘米以内。净水器输送设备的传动链同步带和齿轮等旋转部件全部采用封闭式金属护罩并设置安全联锁开关,护罩一旦被打开即自动切断动力电源。在涉及高温烘烤或热处理的净水器输送工位,双层隔热板和强制风冷系统将外表面温度控制在四十五摄氏度以下,有效防止人员烫伤事故。所有净水器输送线的电控柜均配置漏电保护器和过载保护器,关键回路的急停按钮采用冗余设计,任意一个节点触发动作都能切断整线动力电源。对于在防爆环境下运行的净水器输送系统,驱动电机和传感器全部选用隔爆型或本安型认证产品并设置自主的静电接地网络。系统每年须由第三方专业机构进行功能安全审核,确保净水器产线的安全完整性等级持续满足SIL2及以上标准的要求。株洲市自动化输送解决方案空调在线气密性检测确保密封性能达标,不良品零流出至客户端。该方案已获行业认可。

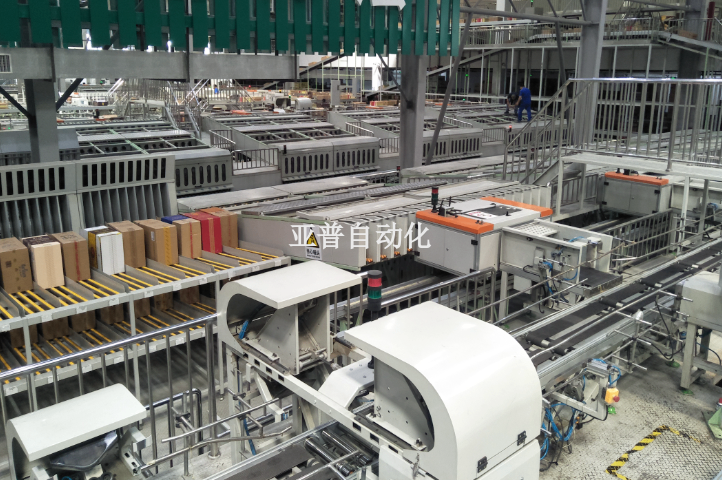
洗衣机行业的自动化升级已经从前端制造向全链路物流延伸,构建起覆盖仓储、输送、分拣和配送一体化的智能物流网络。在原材料入库环节,AGV激光导航搬运车根据WMS体系下发的存储策略将到货的洗衣机配件自动转运至立体仓库指定货位;堆垛机以每分钟一百二十米的高速运行,在高达十二米的货架巷道内精确存取,库容利用率较传统地堆方式提升至三倍以上。当生产计划下达后,WCS设备控制体系自动调度穿梭车从仓库取出洗衣机所需物料,经提升机和输送线配送至对应工位全过程无需人工干预。在成品出库端,交叉带分拣机以每小时一万两千件的处理能力将不同型号和批次的洗衣机成品按订单自动分拣至各发货道口,并与快递面单打印体系联动实现集包称重一体化操作。为了确保全链路的实时可视化,每台洗衣机输送设备和搬运机器人均通过工业以太网接入数字孪真监控平台,管理者可以在中心控制室的大屏幕上直观掌握洗衣机物料的实时位置和流转态势,体系还能根据历史数据预判瓶颈节点并提前调度和优化。
从投资回报的经济学模型分析,一套中等规模的电风扇自动化输送系统通常在投产后二十四至三十六个月内即可实现成本回收。以日产三千台电风扇的典型产线为基准,全流程自动化搬运方案可减少直接搬运岗位约百分之六十五,按照当前行业的综合用工成本计算,每年可节省人力开支超过一百二十万元。电风扇输送设备的设计寿命普遍在八至十年,关键部件的免维护周期达到两万小时以上,全生命周期内的维护成本只为传统人工搬运模式的五分之一。在能耗表现上,现代电风扇输送系统采用高效永磁同步伺服电机和智能休眠待机策略,在产线空载或低负荷运行时自动降速,综合能耗较老旧气动搬运减少百分之五十。此外自动化输送带来的品质一致性使得电风扇产品的返工率和售后维修成本明显下降,这部分隐性收益往往在传统的ROI计算中被严重低估。考虑到当前电风扇行业竞争加剧和毛利空间收窄的宏观背景,通过自动化输送方案实现结构性降本已经成为企业保持利润增长的关键举措,率先布局的企业将在下一轮行业洗牌中获得明显的竞争优势和更强的议价空间。冰箱让每台设备都成为数据节点,产线自动化是数字化转型的第一步。该方案已获行业认可。

质量控制是油烟机自动化输送系统不可分割的关键功能模块,贯穿于物料流转的全过程。在输送线的关键节点部署工业级CCD相机和AI图像识别算法,可对油烟机产品的外观缺陷进行毫秒级在线检测,检测项目涵盖划痕、色差、尺寸偏差、装配错位和标签歪斜等多达十余项指标,检测精度达到人眼分辨力的三倍。当系统识别出不合格油烟机产品时,气动推杆在零点三秒内将其从主输送线分流至返修通道并自动向MES系统上报缺陷类型和工位信息。称重传感器在输送带的末端对每件油烟机成品进行动态称重,通过与标准重量数据库的比对及时发现漏装或错装问题。对于有密封性要求的油烟机产品还可集成气密性检测工位,在输送过程中完成加压保压测试。所有检测数据通过RFID或二维码与油烟机产品的独有序列号绑定,形成完整的数字质量档案,支持长达五年的历史追溯和即时查询。行业内前列的油烟机制造企业采用此方案后,出厂质检合格率从百分之九十七跃升至百分之九十九点八,客户投诉率下降超过八成,品牌声誉同步得到有力提升。空调产线将应用5G通信技术,实现微秒级协同和远程操控。该方案已获行业认可。兴仁市自动化输送解决方案
冰箱自动化包装线与输送系统联动,包装效率提升近两倍。该方案已获行业认可。巧克力自动化搬运系统
质量控制是电饭煲自动化输送系统不可分割的关键功能模块,贯穿于物料流转的全过程。在输送线的关键节点部署工业级CCD相机和AI图像识别算法,可对电饭煲产品的外观缺陷进行毫秒级在线检测,检测项目涵盖划痕、色差、尺寸偏差、装配错位和标签歪斜等多达十余项指标,检测精度达到人眼分辨力的三倍。当系统识别出不合格电饭煲产品时,气动推杆在零点三秒内将其从主输送线分流至返修通道并自动向MES系统上报缺陷类型和工位信息。称重传感器在输送带的末端对每件电饭煲成品进行动态称重,通过与标准重量数据库的比对及时发现漏装或错装问题。对于有密封性要求的电饭煲产品还可集成气密性检测工位,在输送过程中完成加压保压测试。所有检测数据通过RFID或二维码与电饭煲产品的独有序列号绑定,形成完整的数字质量档案,支持长达五年的历史追溯和即时查询。行业内前列的电饭煲制造企业采用此方案后,出厂质检合格率从百分之九十七跃升至百分之九十九点八,客户投诉率下降超过八成,品牌声誉同步得到有力提升。巧克力自动化搬运系统



- 塑料粒子产线自动化解决方案 2026-06-14
- 南雄市自动化输送解决方案 2026-06-13
- PCB电路板自动化输送系统 2026-06-13
- 咸阳市自动化输送解决方案 2026-06-13
- 五常市自动化输送解决方案 2026-06-13
- 化学原料药自动化输送系统 2026-06-13
- 昭通市自动化输送解决方案 2026-06-13
- 霍尔果斯市自动化输送解决方案 2026-06-13



- 01 江门智慧空调集中控制器
- 02 朝阳区铜包铝电缆厂家
- 03 苏州省心4G超级网关门锁订购
- 04 盐城光伏支架系统
- 05 天津Matrice300自动系留无人机
- 06 晋江市自动化输送解决方案
- 07 信捷XD3-32T4-E供应商
- 08 宁夏超市智慧用电保护器加盟
- 09 天津 宽电压橱衣柜电源感应插座
- 10 佛山高分辨率伺服滚珠丝杆电机哪个品牌好