椎间盘消融等离子电极铂铱合金规格
关键词: 椎间盘消融等离子电极铂铱合金规格 介入手术铂铱显影环

 2026.06.16
2026.06.16
文章来源:
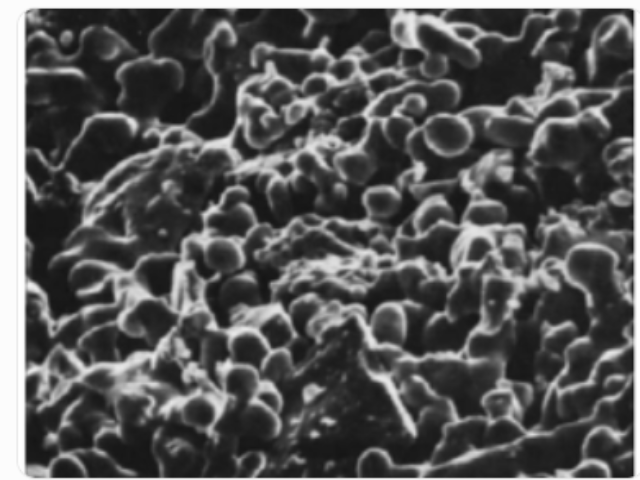
激光焊接是固定铂铱显影环的重点工艺,其参数设置的合理性直接决定焊点质量和服役可靠性。激光焊接属于熔化焊范畴,热输入集中、焊缝狭窄、热影响区小,非常适合用于对精度要求极高的微型医疗器械部件连接。关键工艺参数包括:激光功率(通常30至100 W连续或脉冲输出)、脉冲宽度(0.5至5 ms,脉冲模式下)、脉冲频率(1至20 Hz)、光斑尺寸(50至200 μm)、焊接速度(1至10 mm/s)和保护气体类型及流量(高纯氩气,8至15 L/min)。参数优化的目标是在保证熔深(熔透支架骨架母材的深度应≥骨架厚度的60%)的同时避免过烧——过高的热输入会在焊缝底部产生匙孔效应导致气孔,过低则熔深不足导致结合强度不够。焊前清理工序不可省略:显影环和支架骨架的待焊区域需用异丙醇擦拭去除油污和氧化物,残留有机物在焊接高温下燃烧产生的气体会被封入焊缝形成气孔缺陷。焊后检验通常采用金相切片(观察熔合线形貌和内部缺陷)和拉伸/剪切测试(定量验证结合力)。工艺验证需要覆盖极端参数组合的边界条件测试,以确保生产中不可避免的参数波动不会导致不合格焊点的产生。栢林电子深耕贵金属合金,显影环制造经验丰富。椎间盘消融等离子电极铂铱合金规格
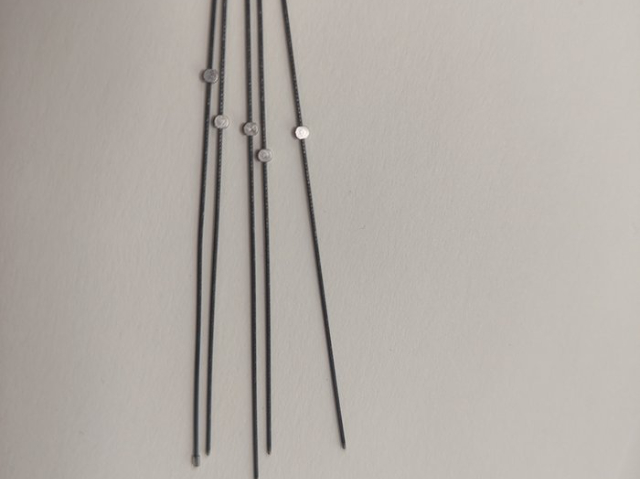
拉伸性能测试是评价铂铱合金力学行为的基本实验,屈服强度、抗拉强度和断裂延伸率是选材和工艺验证的**参数。测试方法按照ASTM E8/E8M《金属材料拉伸试验方法》执行,试样为显影环截取的直丝段,两端夹持于万能材料试验机的气动夹具中,以0.5至1 mm/min的十字头速度缓慢拉伸直至断裂。铂铱合金的典型力学性能范围为:抗拉强度300至600 MPa、屈服强度150至400 MPa(取决于铱含量和热处理状态)、延伸率15%至30%。加工硬化处理(冷拉丝)会使合金强度提升但延伸率下降,退火处理则相反,通过合理的工艺设计可以使强度和延展性达到临床需求的平衡。测试中需要特别关注断裂位置——理想情况下断裂应发生在标距段内而非夹持端,若断裂发生在夹持端附近往往反映夹持应力过大或试样制备存在缺陷。拉伸试验结果应记录完整的应力-应变曲线,工程上关注的0.2%屈服强度直接从曲线上读取。等离子电极刀铂铱电极行业标准公司具备完整加工链,覆盖显影环生产全环节。

显影环在支架压握至输送系统外径的过程中承受极端的径向压缩变形,环的直径从展开态压缩至压握态(通常为标称直径的1/3至1/4),截面形状也从圆形或矩形变为紧贴输送球囊或导丝表面的紧凑形态。这一过程中显影环截面的应变分布极为不均匀——外壁承受压缩,内壁承受拉伸,中性轴位置取决于截面形状的屈曲模态。若压握应变超过显影环合金的延伸率极限,环将发生塑性破坏(开裂或断裂)。因此,压握工艺参数(压握速度、压握温度、是否加热压握)需要根据显影环材料的应力-应变曲线专门开发。设计阶段通常通过有限元分析(FEA)模拟压握-扩张全过程的应力应变分布,识别高应力集中区域并在产品设计中加以优化(如增加过渡圆角、改变压握方向等)。输送系统外径的设计还决定了显影环凸出支架骨架后的总轮廓(pro le),过大的轮廓会直接影响器械的推送手感和通过迂曲病变的能力,尤其在神经颅内血管中这一矛盾尤为突出。
现代介入手术室大都配备的数字平板探测器(DSA)和三维锥形束CT(CBCT)对显影标记的成像提出了与老式影像增强器不同的技术要求,铂铱显影环在这些新型系统中的表现同样令人满意。数字平板探测器具有更高的量子检出效率(DQE),在低剂量******模式下仍能获得高质量图像,使显影环在更低X射线曝光条件下保持可视性,对减少医患双方的辐射暴露具有实际意义。在三维重建(Dyna-CT/CBCT)模式下,显影环的三维空间坐标可被精确提取用于术前规划图像与实时******图像的融合导航(3D-2D registration),医生无需额外注射造影剂即可实时追踪显影环在三维空间中的位置。在部分品牌的新一代血管造影系统中,专门使用的显影追踪算法能够自动识别显影环并实时输出其位置数据,与工作站中的术前CT/MR图像实时叠加显示,这种增强现实导航功能的实现前提是显影环在图像中的对比度足够高——铂铱合金的高X射线衰减特性使这一技术条件得到充分满足。介入手术铂铱显影环采用精密模具治具加工成型。

铂铱合金是介入手术显影环的重点材料,其独特的物理化学特性使其成为医用显影标记领域的z'yao方案。铂(Pt,原子序数78)和铱(Ir,原子序数77)均为高原子序数贵金属,对X射线的衰减能力远优于钛、钴铬等常用医用金属。在介入手术中,显影环需要在X射线******或CT成像下呈现为清晰的高密度影像,为医生提供器械精确定位的视觉参考——铂铱合金的X射线不透性(radiopacity)约为纯钛的4倍以上,能在同等厚度下获得更鲜明的影像对比。铂铱合金的配比通常在90Pt/10Ir至80Pt/20Ir之间,铱含量增加可提升硬度和刚性,但加工难度随之上升。在实际产品设计中,工程师需要根据环的直径、壁厚和预期成像场景(平板探测器 vs 传统******)在不同合金配比间寻找完美平衡点,确保既有足够的显影对比度,又满足血管内植入物对柔顺性的基本要求。介入手术铂铱显影环符合医疗介入器械加工规范。椎间盘消融等离子电极铂铱合金规格
实验室 10 余名科研人员,检测显影环性能指标。椎间盘消融等离子电极铂铱合金规格
铂铱显影环与支架主体的连接工艺经过多年工程积累已高度成熟,激光焊接是目前的主流方案,具有安装精度高、接头强度可靠、自动化程度高等综合优势。激光焊接的定位精度可达0.01mm级别,配合机器视觉引导系统能够实现显影环位置的精确对位和自动焊接,生产效率远超传统点焊工艺。对于不同尺寸规格的显影环,焊接工艺参数(激光功率、脉宽、频率、焦点位置)需要进行专门开发,但由于铂和铱的物理参数(熔点、热导率、反射率)高度相似,参数调整范围相对有限,有利于建立标准化的工艺包。多显影环组合安装(双环、四环)可通过多工位转盘式自动焊接工作站实现各环同步焊接,有效控制总工时和焊点间位置一致性。安装工艺中需要特别关注的热输入控制方面,由于铂铱合金热导率高,热量能够快速扩散至工件整体而非局部积累,因此热影响区(HAZ)相对窄小,对支架骨架原有热处理状态(如镍钛合金的马氏体相比例)的扰动被降至较低。此外,铂铱合金对激光的吸收率约为15%至20%,无需额外的表面黑化处理即可获得稳定的熔深控制。椎间盘消融等离子电极铂铱合金规格
汕尾市栢科金属表面处理有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**汕尾市栢科金属表面处供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!


- 医用吸气剂真空热处理加工 2026-06-16
- 脑电极导丝钛合金导丝成品 2026-06-15
- 脑电极导丝检测 2026-06-15
- 氧化锆陶瓷磁控溅射铂铑合金 2026-06-15
- 医用吸气剂 ODM 定制 2026-06-15
- 金锡焊料 SMD 载带 2026-06-15
- 绵阳手术机器人驱动绳端子厂家 2026-06-14
- 氧化锆陶瓷磁控溅射铂科研院所采购 2026-06-14




- 01 定制化LED透明屏生产厂家
- 02 广西P2.976全彩LED租赁屏厂家
- 03 珠海空调驱动芯片定制厂家
- 04 惠州温度热敏电阻怎么卖
- 05 会议室LED显示屏报价表
- 06 青岛小功率可控硅调压模块生产厂家
- 07 工业设备晶体谐振器解决方案
- 08 宁夏单色室内LED显示屏色温多少
- 09 四川共模电感的电流
- 10 抗气流故障垂直电极硅电容联系电话