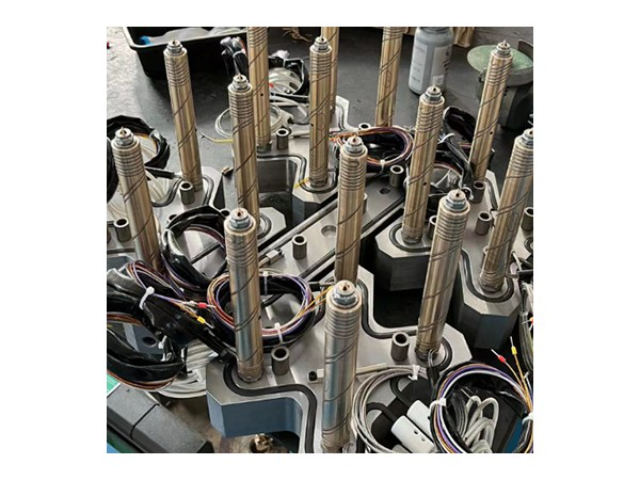
针点式针阀安装
关键词: 针点式针阀安装 针阀

 2026.06.18
2026.06.18
文章来源:
分流板的加工工艺与设计水平直接决定了开放式热流道系统的多腔平衡性能。分流板作为熔体的分配枢纽,其流道布局必须严格遵循对称、平衡原则,确保各分支流道长度、阻力完全一致,使熔体同时到达各个型腔。高精度的分流板通常采用数控加工中心进行精密铣削,流道内壁经过镜面抛光处理,表面粗糙度极低,从而减小熔体流动阻力,防止塑料滞留降解。此外,分流板内部加热孔的加工位置精细,确保加热元件能均匀分布,受热均衡。对于多腔模具(如16腔、32腔甚至更多),平衡式分流板是保证所有塑件重量、尺寸一致性的***前提,是开放式热流道实现规模化量产的基础。阀针精确闭合,防止熔体倒流,提升塑件尺寸精度与重量一致性。针点式针阀安装
热流道系统的好处是提升效率、降低成本、提高产品质量。
- 节省材料:无冷流道废料,避免原料浪费,尤其适用于高价值塑料。
- 缩短周期:流道保持熔融状态,无需等待冷却,成型周期大幅缩短。
- 提升质量:熔体温度均匀,压力传递稳定,减少产品缺陷(如缩孔、变形)。
- 自动化兼容:无需人工清理废料,便于与机械手、自动化设备配合使用。
- 节能降耗:优化设计减少热损失,提升能源利用效率。
总结: 热流道系统通过无废料、快循环、稳质量,实现注塑生产的高效与经济。 4点开放针阀热流道系统通过持续加热流道,实现高效、节能、高质量的注塑生产。

热流道注塑产品发白、发黄,多因温控、原料、残料及工艺不当导致。温度过高或加热时间过长,塑料熔体易受热分解,出现发黄、发白、变脆;流道内残留旧料未清理,长期积碳碳化,会污染新料引发色差;原料受潮含水分、纯度不达标,也会导致制品色泽异常。解决时先精细调控温度,降低热喷嘴与分流板加热温度,避免熔体过度受热。彻底拆解清理流道、喷嘴、分流板,***积碳、残胶与杂质,杜绝旧料残留。原料提前烘干除湿,选用纯度合格的塑胶原料。优化注塑工艺,缩短熔体停留时间,控制射速与保压。定期检修加热元件,保证温控精细,做好日常清机保养,可有效改善产品发白、发黄问题,稳定制品色泽品质。
相较于针阀式热流道,开放式热流道在结构复杂度与前期投入上具备***优势。开放式系统省去了复杂的阀针驱动机构(如气缸、油缸或电动伺服系统),系统内部部件更少,安装调试流程更简单。在成本方面,开放式热流道的采购成本通常*为针阀式的三分之一甚至更低,且维护费用低廉,易损件储备成本低。这使得中小注塑企业或预算有限的项目能够以较低门槛引入热流道技术,享受节能增效的红利。此外,由于结构简单,开放式热流道在换色清洁时速度更快,色料残留更少,非常适合多品种、小批量但换色频繁的生产任务,灵活性远超复杂的针阀系统。热流道设计科学,提升注塑成型质量。
热流道注塑出现毛边,多由温控、配件、模具及工艺问题导致。温度过高会使塑料熔体过稀、流动性超标,易溢腔产生毛边;热喷嘴磨损、变形或贴合不严,会造成熔体溢料;模具合模不严、型腔间隙过大、锁模力不足,也会引发毛边。此外,注塑压力过大、射速过快、保压时间过长,原料流动性过强,同样会出现毛边。解决需先调整温控,降低喷嘴与分流板温度;校准注塑参数,调低压力、射速,缩短保压时长。检查模具,加固锁紧提升锁模力,修复型腔间隙。检修热流道配件,更换磨损变形的喷嘴,确保部件贴合密封。规范选用适配原料,调整生产工艺,即可有效改善毛边问题。热流道设计合理,提升注塑成型效率。多腔针阀要多少钱
模具设计中使用针阀热流道可灵活布置浇口位置,不受浇口残留限制.针点式针阀安装
热流道技术的普及应用推动整个注塑行业向高效、精密、绿色、智能方向转型升级,成为现代模具制造的**竞争力。与传统冷流道模具相比,热流道模具在材料利用率、生产效率、产品质量、成本控制等方面具备***优势,尤其在**制造领域已成为必备技术。随着汽车、电子、医疗、新能源等行业的快速发展,对注塑产品的精度、效率、稳定性要求不断提升,热流道市场需求持续增长。未来,热流道将进一步与AI算法、大数据、自动化产线深度融合,实现更智能的自我调节、更稳定的生产控制、更高效的能源利用。作为注塑成型工艺的关键**技术,热流道将持续推动制造业高质量发展,在**装备制造中发挥越来越重要的作用。针点式针阀安装






- 01 江西散热片铝
- 02 出口点胶口24小时服务
- 03 深圳食品级润滑脂采购
- 04 合诚玻璃升降器润滑脂价格
- 05 小型房车采购
- 06 余姚UU125缸头供应商
- 07 安徽优势制冷剂供应
- 08 甘肃陶瓷纤维刹车片什么品牌好
- 09 节能制冷剂代理商
- 10 江苏电车塑料外壳加工工厂直销