日处理50吨水低温蒸发浓缩设备品牌
关键词: 日处理50吨水低温蒸发浓缩设备品牌 低温蒸发浓缩设备

 2026.06.18
2026.06.18
文章来源:
在危废减量化处理领域,低温蒸发浓缩设备展现出了巨大的经济与环境价值。许多工业生产过程中产生的高浓度废液、母液属于危险废物,其处置成本高昂且运输风险大。该设备能够将这些液态危废进行深度浓缩,大幅减少其体积与重量,从而实现源头减量。浓缩后的残渣含水率极低,不*降低了后续危废处置的费用,还规避了液体运输过程中的泄漏风险。部分浓缩液甚至可以直接作为副产品进行资源化利用。这种“减量+资源化”的双重策略,为企业危废处置难题、降低合规成本提供了一条切实可行的技术路径。操作低温蒸发浓缩设备,注意环境通风,防止挥发性气体积聚,保障操作安全!日处理50吨水低温蒸发浓缩设备品牌
低温保护,热敏性物料安心处理:许多工业废水中含有热敏性成分,如某些有机添加剂、生物活性物质等,在高温条件下极易分解变质,不*影响出水水质,还可能产生有害副产物。传统高温蒸发工艺对这类物料并不友好,往往在浓缩的同时也破坏了物料的有效成分。低温蒸发浓缩设备的主要优势之一,就是其全程低温运行的特性。由于在真空条件下降低了沸点,蒸发过程可以在远低于常压沸点的温度下进行,从而有效保护了废水中的热敏性组分不被破坏。这一点在新能源电池材料回收、精细化工废水处理等领域尤为重要。设备在完成水分蒸发的同时,尽可能保留了物料中的有效成分,为后续的资源回收和深度处理创造了有利条件。可以说,低温蒸发技术让浓缩与保护不再矛盾,为更多特殊废水的处理提供了可行方案,拓展了设备的应用边界。如何选择低温蒸发浓缩设备案例操作低温蒸发浓缩设备前,务必检查各连接部位密封性,防止物料泄漏,影响浓缩效果!

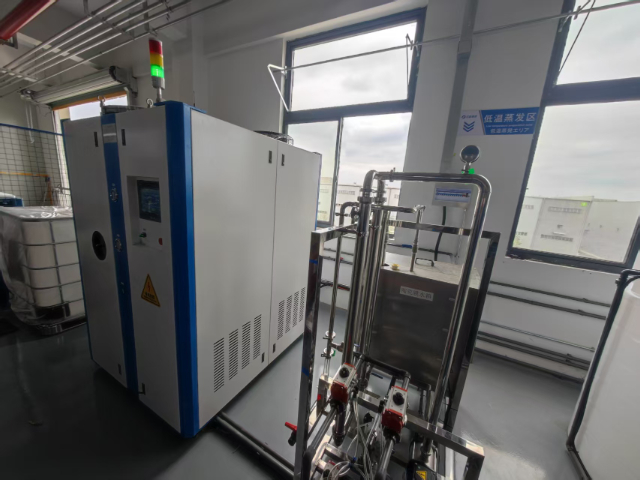
上海某新材料公司,配套实验室,日产生废水约300L,实验批次波动大、水质不稳定。废液组分:氟化钠(NaF)、二苯砜DPS及混合无机盐,难降解,组分复杂、属高危废液。客户痛点:1.上海危废处置费用高昂,生产成本承压。2.间歇排水、场地受限,传统设备无法进场,实验室安放空间有限,废液随实验启停间歇产水,老式蒸汽蒸发设备体积大、需配套锅炉与压力容器报备,厂区无蒸汽管网、不符合安全管理规范,无法落地安装。3.环保督查从严,废液储存合规风险高上海环保常态化巡检,废液桶装暂存存在渗漏、挥发隐患,危废转运审批流程繁琐、转运周期不可控,超标储存面临停产处罚风险。智康环保取水化验后,匹配ZKDW-S300企业实验室撬装低温热泵蒸发设备,采用高真空负压(-96~-98kPa)+30~41℃低温密闭蒸发+智能自控+热泵余热回收工艺,全电220V驱动、无需外接蒸汽与循环冷却水,适配小水量间歇产废工况。
在工业废水处理的广阔领域中,低温蒸发浓缩设备以其高效节能特性脱颖而出。该设备摒弃了传统高温蒸发的高能耗模式,创新性地采用低温蒸发技术,在温和的温度条件下即可实现水分的高效分离。这种技术路径极大地降低了系统对热能的需求,从而削减了日常运行中的能源消耗。对于企业而言,这意味着在达到同等处理效果的前提下,能够大幅降低长期的运营成本,实现经济效益与环保效益的双赢。同时,低温运行还有效避免了高温可能带来的设备损耗,延长了设备的使用寿命,进一步巩固了其在节能降耗方面的主要优势,成为现代绿色工厂不可或缺的关键装备。作为专业厂家,我们严格把控低温蒸发浓缩设备生产,从选材到工艺,每一步都精益求精!

硫化废水处理案例:一、客户背景及痛点:客户是一家工业橡胶生产企业,在生产过程中产生大量硫化废水,主要含硫化剂、促进剂、防老剂、活化剂及其他小分子有机产物,具有腐蚀性,结构稳定,可生化性较差,传统法药剂消耗大,且去除效率低。二、智康技术方案:为其配置了每日处理量为3吨的低温蒸发浓缩设备。进入低温蒸发器前,预处理PH值至中性。该设备具有占地面积小、操作简便、自动化程度高等优点,能够有效降低人工成本。同时,设备采用了先进的节能技术,在运行过程中能耗较低,进一步为客户节约了运营成本。具体如下:1.预处理+ZKDW-S-3000L热泵低温蒸发浓缩系统,技术:真空蒸发+热泵能效闭环。℃-50℃低温蒸发,因设备整体在低温环境下运行,故设备各配件寿命约可提高3-5倍。3.只需接电,热泵能量梯级回收,吨水电耗120-130kW·h,较传统节能35%-45%。4.设备全自动运行,一键启停,PLC+物联网平台,远程监控pH、TDS等参数,自动调节浓缩比。 还在琢磨低温蒸发浓缩设备的原理?它通过控制压力和温度,实现物料高效蒸发浓缩!废乳化液减量90%低温蒸发浓缩设备案例展示
使用完低温蒸发浓缩设备,及时清理内部残留物料,防止物料干结,影响下次使用!日处理50吨水低温蒸发浓缩设备品牌
化工、火电、垃圾填埋场高浓度废液:脱硫脱硝废水、化工有机母液、垃圾渗滤液、火电厂废水浓度高、污染物组分复杂,选用零排放蒸发系统、危废污泥干化机,搭配 VOCs 回收蒸发装置回收有机溶剂,实现化工母液零排放,大吨位日处理 30~60 吨工业污水智能化减量设备适配大型园区集中治污。设备智能化升级已成标配,无人值守废水设备搭载 PLC 控制 + 物联网云端远程监控,高温高湿厂区环境依旧稳定运行;全系列设备秉持节能低能耗特性,热泵变频节能系统大幅缩减运行电费,兼顾性价比与长期使用成本。采购阶段厂家不受任何费用水质检测、出具技术参数与报价,可选择设备采购或租赁模式;合作推荐能出口欧盟、CE 认证齐全的源头生产厂家,丰富客户案例、案例展示助力选型参考,后期配套完善维修、保养、售后服务,同步提供设备日常维护技巧指导,解决客户 “废水怎么处理、设备哪家好” 的选购难题。日处理50吨水低温蒸发浓缩设备品牌




- 性价比高低温蒸发浓缩设备应用案例 2026-06-16
- 稳定节能低温蒸发浓缩设备分销商 2026-06-15
- 日处理50吨水低温蒸发浓缩设备怎么处理 2026-06-15
- 如何选择低温蒸发浓缩设备源头厂家 2026-06-15
- 日处理0.6吨水低温蒸发浓缩设备价格 2026-06-15
- 原料低温蒸发回用装置哪家好 2026-06-15
- 日处理1吨水低温蒸发浓缩设备定制尺寸 2026-06-14
- 达排放标准蒸发浓缩设备废水案例 2026-06-14





- 01 吉林防洪闸产业
- 02 江西实验台价格
- 03 郑州全自动恒温恒湿室全包服务
- 04 福建玉米种子加工生产厂家
- 05 国内折叠机安装
- 06 油田润滑泵生产厂家
- 07 泰州多模式超音波焊接机厂家
- 08 导热导电胶精密喷涂方案
- 09 北仑区实验室设计规划
- 10 使用不锈钢折弯机批发厂家