优势异型卡式螺母有哪些
关键词: 优势异型卡式螺母有哪些 异型卡式螺母

 2026.07.13
2026.07.13
文章来源:
安装后检验牢固性测试手动轻晃螺母,无松动、无位移为合格;可通过拉力计测试拉拔力,需符合厂家规定的(一般碳钢螺母拉拔力≥500N)。检查卡爪是否完全嵌入板材,无外露、无翘曲,否则会影响后续螺栓的拧入。螺纹配合检验用匹配规格的螺栓试拧,拧入过程需顺畅无卡顿,无滑牙、卡滞现象,若螺纹受阻,需排查螺母是否歪斜或螺纹内有杂质。异型结构完整性检查对带特殊结构(如焊接台、限位槽)的异型螺母,需确认这些结构未因压装而变形,保证后续装配功能正常。 异型卡式螺母,就选温州万胜紧固件有限公司,期待您的莅临。优势异型卡式螺母有哪些

汽车制造领域:新能源汽车电池包异形紧固方案应用企业:浙江华远汽车科技(配套小鹏、林肯等车企)场景痛点:新能源汽车电池包壳体为异形铝合金结构,传统标准螺母无法适配不规则安装面,且需满足轻量化(降低车身重量)、抗振动(行驶过程中持续颠簸)、耐腐蚀(电池包内部潮湿环境)三大中心需求。定制方案:采用6061铝合金材质的异型卡式螺母,本体设计为不规则多边形(适配电池包异形安装面),卡扣组件为四爪式弹性结构(适配厚铝合金板材),内侧增加齿状防滑纹路,螺纹规格M8(承载电池模块重量)。应用效果:安装效率提升40%(无需焊接,手工按压即可卡紧),重量较传统碳钢螺母减轻35%,经10万次振动测试无松脱,满足IP67防水等级,已批量应用于小鹏G6、林肯航海家的电池包紧固系统。靠谱的异型卡式螺母供应温州万胜紧固件有限公司是致力于提供异型卡式螺母,期待您的到来。

异型卡式螺母在选型、安装和使用过程中,需要重点关注以下注意事项,以确保其连接可靠性和使用寿命:一、选型阶段注意事项匹配安装基板参数异型卡式螺母的卡槽尺寸、厚度必须与安装基板的孔径、板厚严格匹配。基板厚度过薄会导致螺母卡接不牢固,过厚则无法顺利卡入,甚至会挤压变形螺母的弹片结构。同时要确认基板材质,对于硬度较高的基板(如不锈钢板),需选择弹片弹性更强的螺母型号,避免卡接后松动。明确螺纹规格与承载需求根据实际装配的螺栓规格,选择对应螺纹尺寸(如M3、M4、M5等)的异型卡式螺母,螺纹公差需符合使用标准。依据使用场景的载荷大小,选择对应承载等级的产品,避免超载使用导致螺纹滑丝或弹片断裂。适配使用环境若用于潮湿、腐蚀环境(如户外、化工设备),需选择镀锌、不锈钢或达克罗涂层的异型卡式螺母,防止生锈失效;若用于高温环境,需确认螺母材质的耐高温性能,避免弹片退火失去弹性。
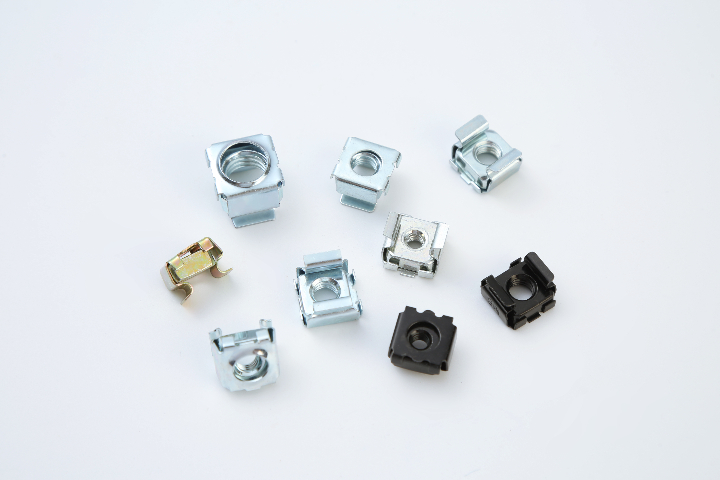
异型卡式螺母的材质选择主要围绕本体和弹片两部分,因为两者的功能不同(本体负责螺纹连接,弹片负责卡紧固定),所用材质也会有所区别,常见材质及特点如下:碳钢类(常用、性价比高)本体常用材质:低碳钢(如10#钢、Q235),加工性能好,可通过电镀防锈,适合普通干燥环境的通用场景。弹片常用材质:65Mn弹簧钢、10B21,这类材质弹性优异,能保证卡接后的紧固力,不易变形,是工业机柜、机箱等场景的优先。表面处理:镀锌、镀彩锌、发黑,可提升防锈能力,其中镀彩锌的耐蚀性优于镀锌。不锈钢类(耐腐蚀性强)本体常用材质:304不锈钢、316不锈钢,304适用于潮湿、轻度腐蚀环境(如户外配电箱);316耐盐雾、耐酸碱能力更强,适合海洋、化工等强腐蚀场景。弹片常用材质:301不锈钢,弹性远优于304不锈钢,弯折后不易失去弹性,能长期保持卡接稳定性。优势:无需额外电镀防锈,使用寿命长;缺点是价格比碳钢高2–3倍。温州万胜紧固件有限公司是致力于提供异型卡式螺母,欢迎您的到来。
使用阶段:定期巡检,长效性能。严控负荷范围:严禁超过螺母额定承重与拉力范围使用,避免螺纹滑丝、主体断裂;高频振动场景需定期检查弹性件状态,发现弹性减弱、卡接松动及时更换,防止安全事件。做好环境防护:户外或恶劣环境使用时,定期清理螺母表面杂物、锈蚀,必要时补充防锈涂层(如兰白锌、达克锈);避免长期暴露在高温(超过120℃)、强酸强碱环境中,防止材质老化、涂层脱落。重点巡检结构:万胜异形卡式螺母需重点检查固位孔与弹性件的配合间隙、卡接槽完整性,发现结构变形、弹性件损坏等异常及时处理,避免防松性能失效。 温州万胜紧固件有限公司是一家提供异型卡式螺母的公司,期待您来我司。国产异型卡式螺母经营
温州万胜紧固件有限公司是致力于提供异型卡式螺母,有需要可以来电咨询。优势异型卡式螺母有哪些
安装中:规范操作避免人为偏差手动放置的精细对齐放置螺母时,需将卡爪端完全对准板材孔位,目视确认螺母顶面与板面平行;对于非对称异型螺母,需按图纸标识的方向放置,不可颠倒或旋转。禁止单手随意放置螺母,建议用镊子或真空吸笔夹取螺母,平稳放入固位套,避免触碰卡爪导致螺母移位。压装过程的匀速控压优先使用气动/液压压铆机,而非手动冲床或锤子敲击:压铆机可设定匀速压装速度(推荐5-10mm/s)和精细压力值,避免瞬间冲击力导致螺母倾斜。压装时观察螺母状态,若发现螺母有轻微偏斜,需立即停机,取出螺母重新固位,不可强行继续压装。避免侧向外力干扰压装过程中,安装板需用夹具完全固定,防止板材滑动导致螺母受力不均;禁止在压装时用手触碰螺母或板材,避免引入侧向力。 优势异型卡式螺母有哪些




- 优势异型卡式螺母有哪些 2026-07-13
- 内蒙古压铆螺钉服务热线 2026-07-12
- 靠谱的异型卡式螺母批发厂家 2026-07-12
- 河北哪里有异型卡式螺母 2026-07-12
- 广东压铆螺钉售后服务 2026-07-11
- 海南异型卡式螺母市面价 2026-07-11
- 靠谱的异型卡式螺母定制 2026-07-11
- 贵州压铆螺钉批发 2026-07-10





- 01 列车底盘气动铆钉枪(弯角款)代理
- 02 澳洲门五金大拉手报价
- 03 新疆电缆滑车选型
- 04 郑州60Si2Mn环形弹簧标准件
- 05 天津锅炉无缝钢管批发价
- 06 云南国标压铆螺套
- 07 304不锈钢阀门铸造厂家
- 08 天津毛刺刀
- 09 陕西骨架油封货源充足
- 10 厦门锁紧螺母