等离子刀头铂铱电极行业标准
关键词: 等离子刀头铂铱电极行业标准 医用等离子电极刀铂铱电极

 2026.07.13
2026.07.13
文章来源:
等离子刀电极中铂铱合金的配比设计是在导电性、耐溅射性、机械强度和加工成本之间寻求平衡的过程。不同临床应用场景对电极性能的需求存在差异,手术器械工程师通过调整合金配比来适应不同需求。在消融功率较高(如椎间盘等离子消融,功率可达200W至300W峰值)和电极尖头处正向温度较高(可达300°C至500°C)的应用中,通常选用铱含量偏高的配方(如85Pt/15Ir),以获得更好的耐高温和抗溅射性能。而在强调放电稳定性和降低组织碳化风险的精细切割应用中(如耳鼻喉软组织消融,功率通常控制在50W至100W),铱含量适中的配方(如90Pt/10Ir)更为适合,过高的铱含量反而可能因合金表面状态不均匀导致放电不稳定。需要指出的是,合金配比的变化对电极的生物相容性和化学稳定性影响极小——铂和铱在生物惰性方面几乎等价,关键的工程差异主要体现在物理机械性能层面。此外,铂铱合金的成分均匀性也是影响电极性能的重要因素——偏析组织(成分分布不均匀的区域)在放电过程中容易成为局部热点,加速局部损伤,因此真空熔炼工艺是保证成分均匀性的首先选择的生产方式。国家高新技术企业打造,铂铱电极产品品质有保障。等离子刀头铂铱电极行业标准
经皮等离子椎间盘消融术(nucleoplasty/coblation)是治辽包容性椎间盘突出症和盘源性腰痛的微创治辽手段,通过等离子刀电极在髓核组织内建立多个消融通道,降低椎间盘内压力从而减轻对神经根的压迫。手术在局麻和透shi引导下进行,电极经皮穿刺进入椎间盘中心(通常从后外侧入路进入),在髓核内做2至6个消融通道,消融范围约2mm至3mm直径,每个通道消融时间约10至15秒。椎间盘消融对电极的要求有别于软组织消融——髓核组织的含水量低于软骨和肌肉,消融电阻相对较高,电极需要能够在较高阻抗负载下维持稳定的等离子放电;此外,髓核内操作空间狭小,电极尖头处需要具备足够的刚性和尖锐度以穿透纤维环进入髓核重点区域,典型的椎间盘消融电极尖头处直径约0.8mm至1.2mm,采用直针状设计以保证穿透力。椎间盘消融手术的总消融能量通常受到严格控制——过量的消融会破坏椎间盘的正常承重结构,加速椎间盘退变,反而加重症状。术后影像学随访是评估消融效果的标准手段,MRI T2加权图像上消融通道表现为低信号区域,与周围未消融的高信号髓核形成对比。等离子电极铂铱合金材料分析检测医用铂铱电极采用铂铱贵金属合金进行精密制造。
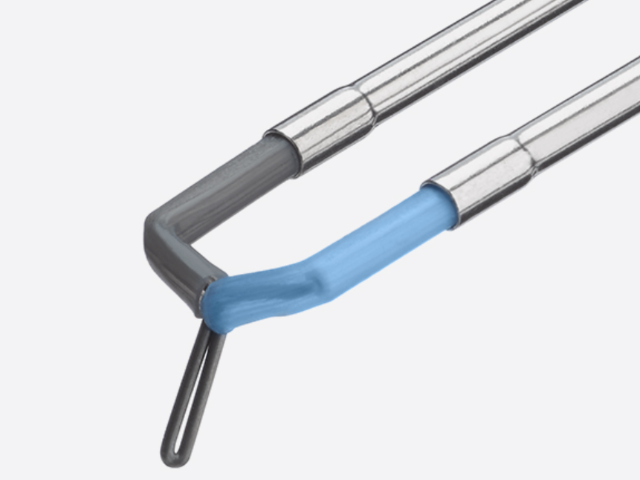
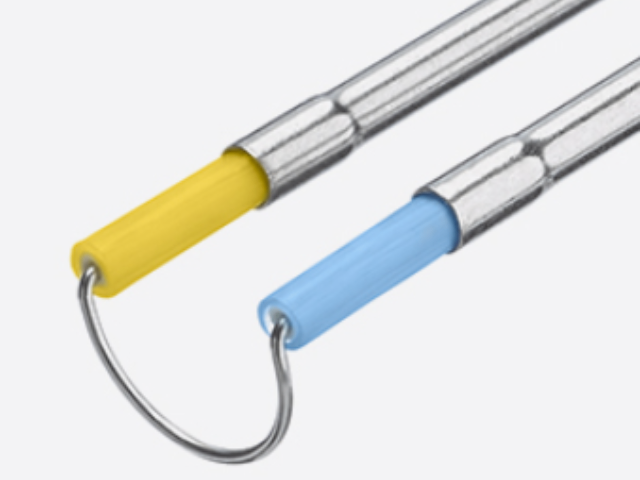
等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过大的正公差会导致消融效果超出预期范围(如打孔过大导致出血增加),过大的负公差则使消融效率低下甚至无法有效消融组织。对于可重复使用电极,尖头处的磨损消耗后尺寸会逐渐偏离初始规格,需要规定最大允许磨损量作为使用寿命的判断依据,临床上通常以消融效率明显下降(如消融时间延长50%以上)作为更换指征。
等离子刀电极的工作本质是在电极尖头处与组织之间建立可控的等离子体放电通道(等离子体鞘层),通过带电粒子碰撞产生的热效应实现组织消融或切割。这一过程涉及复杂的电学和热学耦合,对电极材料的放电特性有严苛要求。评价放电稳定性的重点指标包括:起弧电压(电弧引燃所需的~低电压,通常100V至300V之间)、维持电压(持续消融过程中的稳定电压)、以及电压波动幅度(稳定放电时电压的峰峰值,理想应控制在±10%以内)。铂铱合金的放电特性高度稳定——在额定的功率范围内,其起弧电压和维持电压几乎不随使用次数增加而漂移,保证了手术过程中能量输出的可重复性。电压波动过大会导致消融效果的忽强忽弱,影响外科医生对组织去除量的判断,甚至引发局部过度碳化。与钨电极相比,铂铱电极的二次电子发射特性使等离子鞘层的建立更为平稳,减少了弧光漂移(arc wandering)现象,有助于维持精确可控的消融轨迹。部分高级等离子手术系统在电极手柄内集成了电压和电流实时监测模块,通过闭环反馈控制进一步稳定能量输出。医用铂铱电极适配多种规格的医用等离子刀头。
等离子刀电极的绝缘安全性能直接关系到手术的电气安全,是产品注册检验和出厂检验的必检项目。绝缘电阻测试测量手柄内各带电部件与外壳(操作者接触部分)之间的绝缘电阻,在标准大气条件(温度23±2°C,相对湿度50%±10%)下使用500V DC兆欧表测量,合格标准通常为≥100 MΩ(具体限值参照IEC 60601-1对应条款)。介电强度测试(也称为击穿电压测试)则检验绝缘材料在更高电压下的耐受能力——对电极手柄施加规定的交流试验电压(通常为额定电源电压的1500V或产品技术要求规定的更高值)持续1分钟,观察是否发生击穿或闪络,此测试应在绝缘电阻测试合格后方可进行,以免在已存在绝缘缺陷的情况下施加过高电压造成人员伤害。电气安全测试还需要考核手柄连接器和电缆的连接可靠性——通过连接器拔出力测试(确保插拔过程中不会意外松脱)和接触电阻测试(确保电气连接的低阻抗和稳定性)。此外,模拟临床使用中可能出现的液体泼溅或短时间浸没(滴液测试),考核液体进入手柄后对绝缘安全的影响是否在可接受范围内。医用铂铱电极适配医疗设备生产组装环节使用。胸外科等离子电极铂铱合金保质期
公司金属冶炼技术,保障铂铱合金原料的纯度。等离子刀头铂铱电极行业标准
等离子刀铂铱电极的表面处理技术对消融性能和长期稳定性有不可忽视的影响,常见的处理方案包括电解抛光和功能镀层。电解抛光在精密医疗器械领域应用***,其原理是金属表面在电解液中作为阳极时,微观凸起处的电流密度高于凹处,凸起优先溶解,从而实现表面整平。电解抛光后铂铱电极的表面粗糙度Ra可从原始机械加工的0.2μm降至0.02μm至0.05μm,表面光洁度的大幅提升带来两方面好处:粗糙度降低减少了消融过程中组织残渣的粘附,改善了消融通道的清洁度和可视性;表面钝化膜的均匀性提升使放电界面的电学均匀性改善,有利于维持稳定的等离子弧。功能镀层方面,超疏水涂层(如氟碳聚合物涂层)是近年来受到关注的方向——疏水表面使组织液与电极尖头处形成更均匀的接触界面,有助于建立稳定的等离子鞘层,减少因接触不均匀导致的放电抖动。功能涂层的耐久性是一大挑战——反复使用中的等离子放电高温和高能粒子轰击会对有机涂层造成老化降解,需要在涂层开发时通过加速老化测试验证涂层在额定使用寿命内的功能保持率。等离子刀头铂铱电极行业标准
汕尾市栢科金属表面处理有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**汕尾市栢科金属表面处供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!




- CAUP 术低温等离子电极铂铱合金加工 2026-07-11
- 钛材电镀铂钴合金加工 2026-07-10
- 膀胱镜等离子电极铂铱合金维护保养 2026-07-10
- 钛材镀铂加工表面处理费报价 2026-07-10
- 手术机器人驱动绳端子配套绝缘件 2026-07-10
- 手术机器人驱动绳端子省内采购 2026-07-10
- 高熔点铂铱合金等离子电极定制 2026-07-09
- 直肠手术等离子电极铂铱丝规格 2026-07-09



- 01 RA-H502SD-1190国产连接器
- 02 靠谱柔性FPC线路板批发价
- 03 SC92F8483赛元8位微控制器
- 04 高速定位soc芯片费用
- 05 汕头4054充电芯片应用
- 06 珠海MEMS微纳加工项目咨询
- 07 静安区高密度脑电分析
- 08 湖南多圈角度位移传感器定制报价
- 09 北京CPU差分晶体振荡器选型推荐
- 10 上海LCD显示模组厂家推荐