江苏流水机器人点焊生产线调试
关键词: 江苏流水机器人点焊生产线调试 机器人点焊生产线

 2026.07.14
2026.07.14
文章来源:
传统人工点焊线需要熟练工人,培养一名合格的点焊操作工通常需要3至6个月的时间,而且人员离职后需要重新培训。机器人点焊生产线的操作和维护人员只需掌握基本的机器人操作、程序调用和日常维护技能,培训周期通常在1至2周。离线编程软件的图形化界面降低了编程难度,即使没有专业背景的技术人员也能在指导下完成简单的程序编辑。这种低门槛的用人模式让企业在人员招聘时有更大的选择空间,也降低了因人员流动带来的产能波动风险。一些企业甚至让产线工人兼任多条线的看管,进一步提高了人力资源的利用效率。培训成本的降低也意味着新员工能够更快地投入生产,缩短了产能爬坡的时间。机床床身焊接刚性十足,结构不易变形,守护机床长期加工精度水平。江苏流水机器人点焊生产线调试

机器人点焊生产线的防护等级直接关系到设备的使用寿命和运行安全。焊接机器人的防护等级通常达到IP67,能够防止粉尘和水的侵入,适应车间内的恶劣环境。控制柜的防护等级通常为IP54或更高,内部电气元件得到有效保护。焊接电源和变位机也具备相应的防护设计,能够在高温、高湿、多粉尘的环境中稳定运行。高防护等级让设备的故障率降低,维修间隔延长,减少了因环境因素导致的停机。对于工作环境较差的工厂,如铸造、冲压车间,高防护等级的机器人点焊线能够长期稳定运行,不需要频繁的清洁和维护,降低了设备管理的工作量。浙江智能工厂机器人点焊生产线多少钱机器人焊接可减少工人疲劳,提高工作效率和安全性。

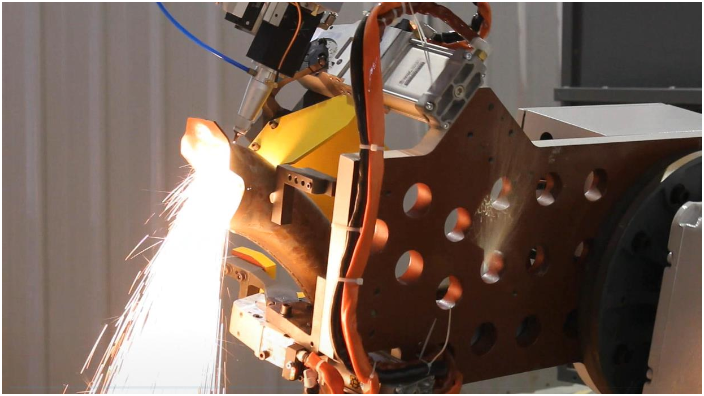
新能源汽车电池托盘通常由铝板或钢铝混合材料制成,焊接工艺要求严格。铝合金的导热系数高,焊接时热量散失快,需要更大的焊接电流和更短的焊接时间。机器人点焊生产线针对这类材料做了专项优化,采用中频逆变焊接电源,能够在极短时间内输出大电流,同时配合伺服加压系统,在焊点形成的瞬间施加稳定的电极压力。整线配备焊缝跟踪系统,即使工件存在一定的装配偏差,机器人也能自动修正焊接位置,避免焊偏。电池托盘属于安全件,焊接质量直接关系到整车安全,机器人点焊的可追溯性让每一个焊点都有完整的参数记录,满足车企对质量档案的要求。这种产线在新能源汽车零部件工厂中的需求正在快速增长。
机器人点焊生产线的标准化程度远高于人工产线。从机器人选型、夹具设计、控制系统到焊接参数,都有成熟的行业标准和最佳实践可供参考。这意味着企业在建设产线时可以借鉴已有的成功案例,减少试错成本。标准化的设计也让设备的备件供应更加充足,维修时不需要等待定制零件。对于需要在多个工厂复制相同产线的企业,标准化让复制过程更加简单快捷,不同工厂之间的产线性能保持一致。标准化还体现在软件层面,离线编程软件、控制系统和通讯协议都有统一的行业规范,降低了系统集成的难度。高标准化程度让机器人点焊线的建设周期更短、风险更低。点焊焊钳可灵活调节角度,多角度完成焊接,突破工件结构位置限制。

点焊作业会产生较大的噪音,主要来源于电极碰撞工件的声音和气动元件的排气声。机器人点焊生产线通过优化电极运动轨迹和采用伺服加压系统,降低了碰撞噪音。伺服加压替代了传统的气缸加压,消除了气缸排气的噪音源。整线还可以加装隔音罩,将噪音控制在85分贝以下,改善车间的工作环境。相比人工点焊线100分贝以上的噪音水平,机器人点焊线的噪音降低了一个档次。噪音的降低不*保护了工人的听力健康,也让工厂更容易通过环保部门的噪音检测。对于在居民区附近或对工作环境有要求的工厂,低噪音的机器人点焊线是更合适的选择。不同规格的焊接程序可提前存储,调取便捷,大幅缩短产品调试的时长。徐州智能机器人点焊生产线解决方案
医疗器械部件焊接洁净度高,工艺符合行业规范,适配医疗生产环境。江苏流水机器人点焊生产线调试
点焊过程中会产生大量热量,电极和焊接电缆需要有效的冷却才能保持稳定的工作状态。机器人点焊生产线配备的冷却系统,通常采用循环水冷方式。冷却水的流量和温度由控制器实时调节,确保电极温度始终在允许范围内。当冷却水温度过高或流量不足时,系统会自动降低焊接频率或停机报警,防止因过热导致的焊接质量问题。一些产线还采用油冷方式,冷却效果更好,适用于高频率焊接的场景。冷却系统的稳定运行直接影响电极寿命和焊点质量,因此在选型时需要关注冷却能力是否与焊接频率匹配。良好的冷却设计让机器人点焊线在长时间连续运行时依然保持稳定的焊接性能。江苏流水机器人点焊生产线调试

- 南通智能机器人点焊生产线 2026-07-13
- 徐州智能机器人点焊生产线安装 2026-07-13
- 浙江智能工厂机器人点焊生产线工作站 2026-07-13
- 智能机器人点焊生产线上下料 2026-07-13
- 淮安智能机器人点焊生产线集成商 2026-07-12
- 江苏智能机器人点焊生产线管理系统 2026-07-12
- 智能工厂机器人点焊生产线供应商 2026-07-12
- 苏州智能机器人点焊生产线调试 2026-07-12




- 01 通用格栅灯检测品牌排行
- 02 广东碳钢滤芯液化气DN800源头厂家报价
- 03 相城区轧制液真空蒸馏回收机
- 04 浙江哪里有旋转台
- 05 重庆DASEN中空旋转平台
- 06 金属表面材料电泳流水线设计
- 07 三千里中实夹具哪家好
- 08 四川饮料过滤器系统
- 09 托盘四向车系统货架系统
- 10 石家庄液压件珩磨杆联系方式