分拣托盘输送线装配日化
关键词: 分拣托盘输送线装配日化 托盘输送线

 2026.07.19
2026.07.19
文章来源:
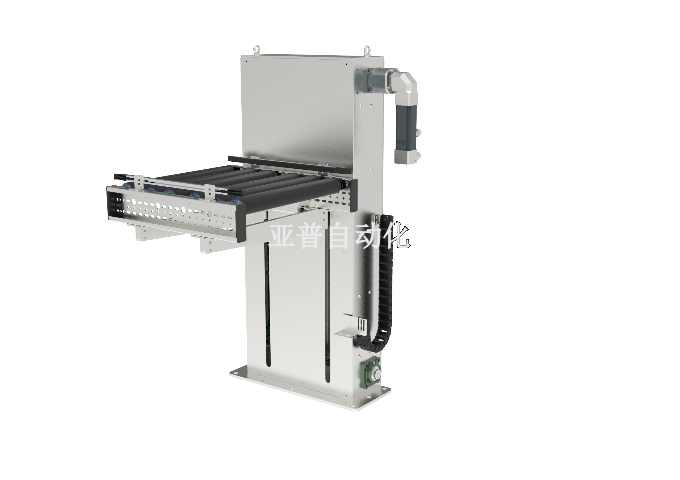
传统的刚性生产线在面对多品种切换时往往需要长时间的停线调整,这在当前制造行业快节奏的市场环境中已经成为制约竞争力的短板。顶升移载式托盘输送线方案从设计理念上就融入了柔性制造的思想,通过模块化的硬件结构和智能化的软件控制,使产线具备了快速响应、灵活应变的关键能力。在柔性化设计的具体实现上,顶升移载式托盘输送线采取了硬件模组化与软件参数化相结合的技术路线。硬件方面,顶升移载式托盘输送线将输送线拆解为驱动段、从动段、转弯段、升降段等标准化模块,各模块之间采用统一的机械和电气接口,物理拼装如同搭积木一般简便。当产线需要调整布局时,拆装重组工作可在几天内完成,远快于传统焊接固定式输送线。软件方面,顶升移载式托盘输送线的控制系统支持产品参数配方化管理,不同产品对应不同的输送参数组合,切换产品时操作人员只需在触摸屏上选择对应配方,系统自动完成速度、间距和路径的调整。在应对季节性产能波动时,顶升移载式托盘输送线可灵活增减输送段长度和工位数量,旺季扩产无需新建产线,淡季收缩避免资源闲置。皮带装配托盘输送线系统输送精度满足精密制造要求,良品率稳步提升实现物料精确追踪。分拣托盘输送线装配日化
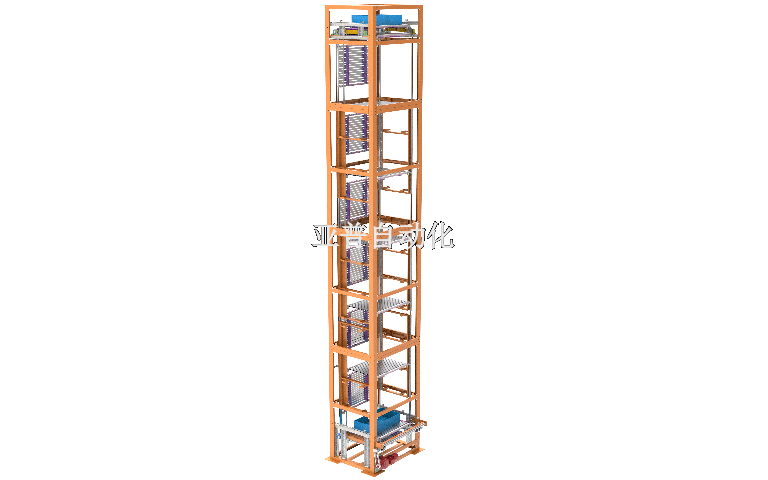
在全链路物流体系中,从原材料入库到成品出库的每一个环节都离不开高效可靠的物料输送系统。制造行业的物流链条通常涵盖来料接收、质检入库、线边配送、在制品流转、成品下线、包装码垛和出库发货等多个节点。旋转式托盘输送线作为贯穿全链路的关键纽带,其性能表现直接影响着整个物流体系的运转效率和协调性。在仓储环节,旋转式托盘输送线可与自动化立体仓库无缝对接,实现托盘物料的自动出库和入库。系统接收WMS下发的出库指令后,自动将目标托盘从立体库货位取出,经由旋转式托盘输送线输送至指定的分拣或上线工位。在搬运环节,旋转式托盘输送线替代了传统的叉车和人工搬运,将物料以稳定均匀的速度输送至各需求点位,杜绝了搬运过程中的磕碰和等待。配送至产线时,旋转式托盘输送线通过与MES系统的联动,根据生产工单精确地将物料配送至对应工位,实现了准时化供料。在成品下线后,旋转式托盘输送线将成品托盘自动输送至质检区域,检测合格后再输送至包装码垛工位,XX终由旋转式托盘输送线将码垛完成的成品托盘送往出库暂存区,等待装车发货。AGV托盘输送线暂存家居链条托盘输送线出库方案降低运维成本,模块化设计便于后期扩展升级保障产线稳定运行。

在制造行业市场变化日益加速的背景下,产线的柔性化能力已成为企业应对不确定性的关键技术能力。产品的快速迭代、订单的碎片化趋势以及客户对个性化定制需求的增长,都对制造系统的灵活性提出了前所未有的要求。托盘输送线滚筒以其模块化架构和可重构设计,为产线物流赋予了出色的柔性应变能力。托盘输送线滚筒的柔性设计体现在硬件和软件两个层面。硬件层面,托盘输送线滚筒采用标准化的模块单元设计,输送段长度、转弯角度和功能模块都实现了标准化,使得产线布局可根据实际需求进行灵活组合和快速调整。当产品型号切换时,只需在控制系统中调用对应的参数配方,托盘输送线滚筒即可自动调整输送速度、托盘间距和路径规划,换产时间从传统方案的数小时缩短至数分钟。在扩展性方面,托盘输送线滚筒预留了充足的物理接口和软件扩展能力,企业可根据业务增长需要随时增置输送模块,原有设备无需淘汰或大规模改造,充分保护了既有投资。
在制造行业市场变化日益加速的背景下,产线的柔性化能力已成为企业应对不确定性的关键技术能力。产品的快速迭代、订单的碎片化趋势以及客户对个性化定制需求的增长,都对制造系统的灵活性提出了前所未有的要求。链条托盘输送线以其模块化架构和可重构设计,为产线物流赋予了出色的柔性应变能力。链条托盘输送线的柔性设计体现在硬件和软件两个层面。硬件层面,链条托盘输送线采用标准化的模块单元设计,输送段长度、转弯角度和功能模块都实现了标准化,使得产线布局可根据实际需求进行灵活组合和快速调整。当产品型号切换时,只需在控制系统中调用对应的参数配方,链条托盘输送线即可自动调整输送速度、托盘间距和路径规划,换产时间从传统方案的数小时缩短至数分钟。在扩展性方面,链条托盘输送线预留了充足的物理接口和软件扩展能力,企业可根据业务增长需要随时增置输送模块,原有设备无需淘汰或大规模改造,充分保护了既有投资。滚筒托盘输送线上料在细分领域积累丰富经验,方案成熟度得到客户认可减少非计划停机时间。

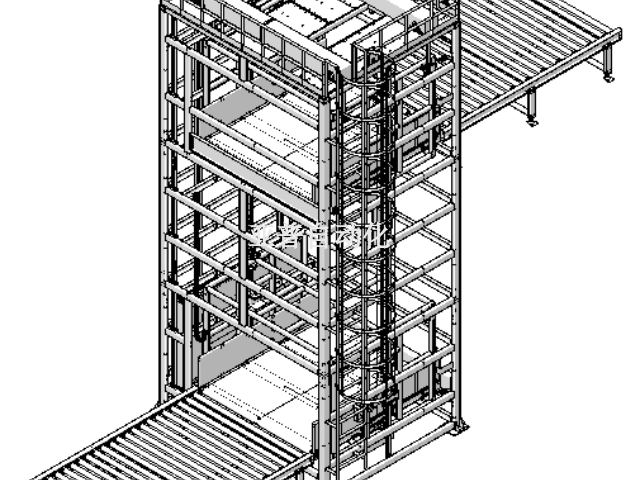
现代制造业的竞争已经从前端加工效率延伸到了全链路物流体系的综合能力。在制造行业,一条完整的内部物流链涉及仓储管理、物料搬运、产线配送、成品分拣等多个环节,任何一处短板都可能成为制约整体效率的瓶颈。穿梭车式托盘输送线以其在全链路物流中的关键枢纽作用,正在帮助越来越多的企业打通从原料到成品的物流大动脉。以制造行业的典型工厂为例,穿梭车式托盘输送线贯穿了从原料仓到成品仓的全流程。首先在来料环节,供应商送达的原材料托盘经由月台对接的穿梭车式托盘输送线段自动进入入库缓存区,系统扫描条码后自动分配库位并输送至对应货位。生产启动时,穿梭车式托盘输送线根据排产计划将指定批次的原料托盘从仓库输送至线边缓存区,再由分支输送线精确配送至各工位。在制品在工序间流转时,穿梭车式托盘输送线根据工艺流程自动调度,将半成品托盘转运至下一道工序。成品下线后,穿梭车式托盘输送线将其输送至自动检测工位完成质量检验,合格品继续输送至包装区,经自动包装和码垛后,XX后的成品托盘由出库穿梭车式托盘输送线段送往发货月台。滚筒装配托盘输送线配合视觉检测系统运行,品质数据自动记录可追溯简化日常维护流程。越库自动化托盘输送线
链条托盘输送线跨楼层针对特殊物料特性做防护处理,延长设备在恶劣环境下的寿命。分拣托盘输送线装配日化
在安全生产标准日益严格的XX,制造企业在产线设备选型时必须将安全合规作为先决条件。托盘输送线皮带从产品设计阶段就严格对标国家和行业安全生产标准,通过本质安全设计、主动防护装置和安全联锁系统三重机制,确保设备在全生命周期内都能满足严苛的安全要求。托盘输送线皮带的安全设计体系涵盖了机械安全、电气安全和功能安全三个维度。在机械安全方面,所有运动部件均设有符合国标的防护罩,输送通道两侧配置了安全护栏和光栅保护装置,当人员进入运行区域时可在毫秒级时间内触发急停。在电气安全方面,托盘输送线皮带采用安全电压控制回路,电气柜达到IP54以上防护等级,所有接地和漏电保护均符合XX新电气安全规范。在功能安全方面,托盘输送线皮带配置了安全PLC冗余控制系统,所有安全回路均采用双通道冗余设计,杜绝了单点故障导致的安全事故风险。设备沿线间隔设置有急停拉绳开关和声光报警器,作业人员在任何位置都可在XX时间触发紧急停机。通过这些多层次的安全防护措施,托盘输送线皮带实现了人机安全协作,为车间营造了安全可靠的作业环境。分拣托盘输送线装配日化


- 分拣托盘输送线缓存光伏 2026-07-18
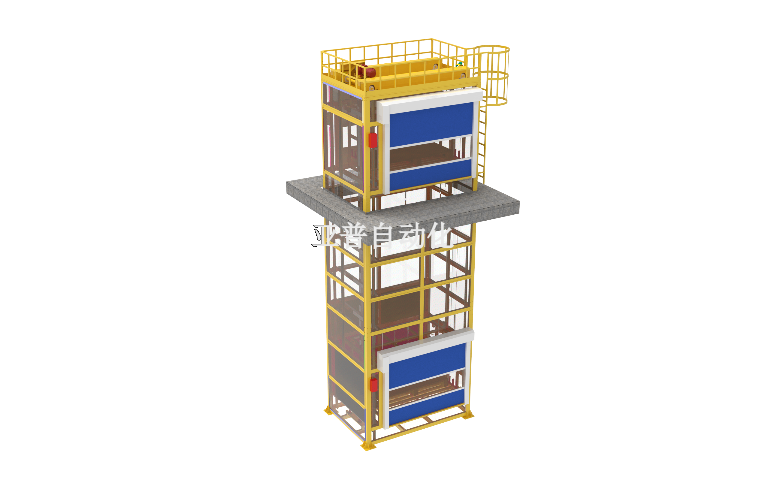
- 跨楼层顶升移载托盘输送线 2026-07-18
- 堆垛托盘输送线分拣汽车 2026-07-18
- 顶升移载托盘输送线包装家电 2026-07-18
- 旋转托盘输送线分拣半导体 2026-07-18
- 提升机托盘输送线入库 2026-07-18
- 滚筒托盘输送线周转建材 2026-07-17
- 堆垛托盘输送线入库光伏 2026-07-17




- 01 福州服务器电测连接器价格
- 02 江门体育馆空调集中控制解决方案
- 03 平湖微动开关哪里买
- 04 常州键合用均温加热盘价格
- 05 bus duct components
- 06 贵州防爆GIS充气柜设备
- 07 上海电流感应取电技术
- 08 常州EOL生产下线NVH测试介绍
- 09 上海110KV取电CT原理
- 10 重庆机器人嵌线机销售厂家