电源外壳拉伸机器人定制
关键词: 电源外壳拉伸机器人定制 减温减压装置

 2024.12.30
2024.12.30
文章来源:
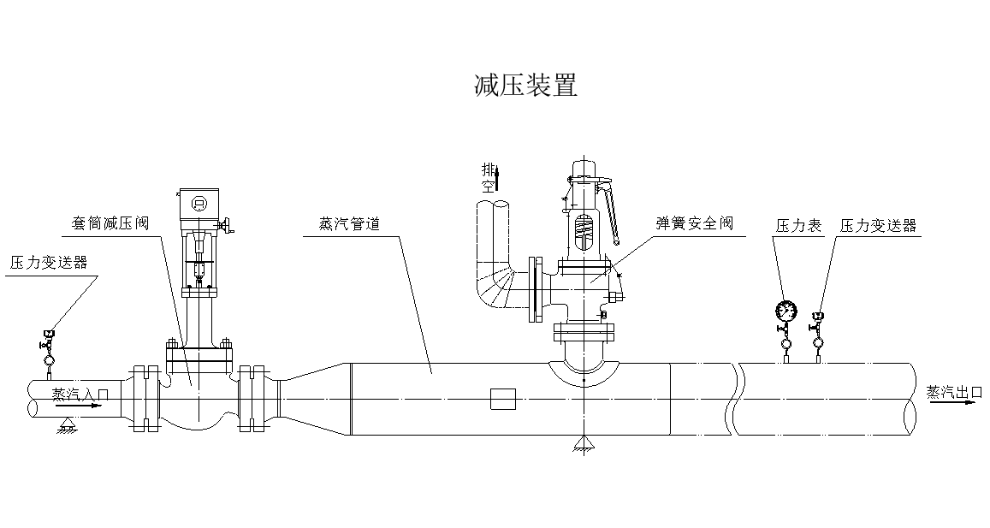
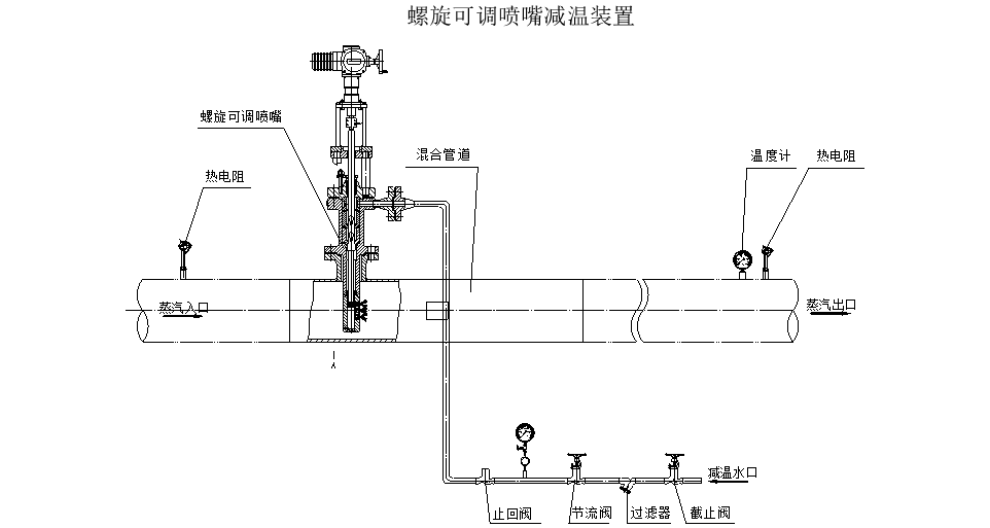
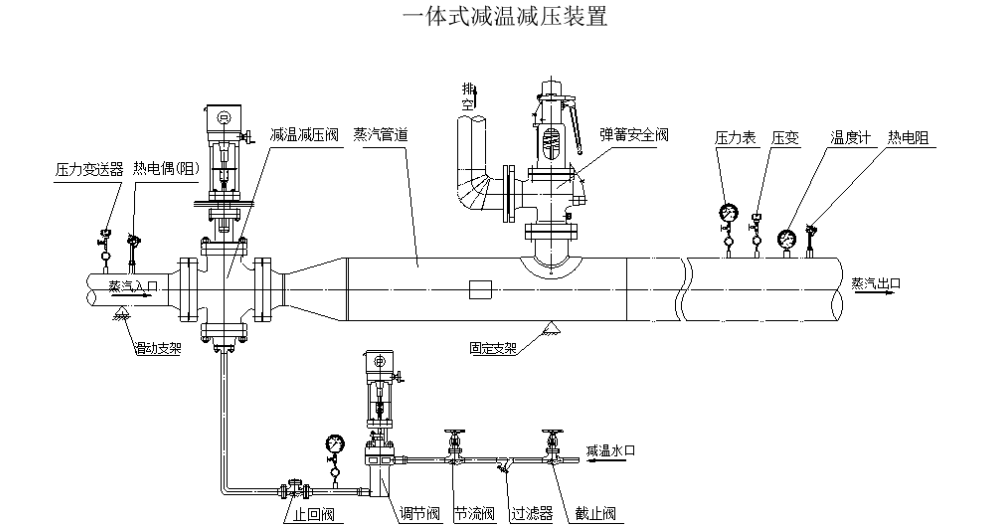
技术说明:杭州浙临阀门有限公司对减温减压装置具有丰富的设计制造经验,是较早对减温减压装置及减温装置喷嘴进行系统开发的单位,推进了产品的更新换代,而且开发出具有国内较先进水平的多种喷嘴,提高了装置性能,分体式减温减压器相较于传统的带执行机构调节喷水孔数的可调喷嘴,调节更精确,检修方便,避免了蒸汽管道可能产生的振动传导至减温水调节阀执行机构造成喷水故障,并且减温水调节阀体不受减温水冲刷,使用寿命更长。装置主要包括:减压系统(电动减压调节阀);减温系统(电动给水调节阀、减温混合管道、弹簧可调雾化喷嘴、节流阀、止回阀、截止阀);安全保护系统(弹簧安全阀)组成。进口减温减压器总长度(含减压阀)不超过5000mm。电源外壳拉伸机器人定制
本装置安装完毕后,对于法兰连接式减压阀:将减压阀、给水调节阀及安全阀拆下,拆下的阀门处安装吹扫短管,安全阀接口使用盲板密封后对整个管道进行吹洗,清理掉管道内的电焊渣、焊块等污物,检查确认没有任何杂物时再装上拆卸的减压阀和给水调节阀;对于焊接式减压阀及给水调节阀,则采用分段吹扫:在安装阀门前先吹扫阀门入口前端已安装完毕的管道,再安装阀门及后续管道。管道吹扫及安装完毕后进行水压试验(水压试验时,安全阀不得装在管道上进行试压,试压期间使用盲板密封,试压完成后再装回安全阀)。试验压力按图纸要求,保持5分钟,检查所有连接处,不得有渗漏现象。特别警告!必须确保管道内无污物,若有如焊渣等,会造成减压阀及给水调节阀卡死无法动作,阀门失效;减压阀及给水调节阀密封面非正常磨损,泄漏量增大;堵塞喷嘴孔(或减温减压阀内喷孔)使温度减不下,不能正常工作;损坏安全阀密封面,安全阀泄露及失效。严重者会造成安全事故,请贵方保持足够的重视。铝料三合一送料机供应厂家无论减温水量多少,均能实现雾化减温水,雾化稳定可靠,调节范围大,无卡阻,便于维修。

试运行:预热结束后,打开减温水进口处截止阀,并逐渐开启蒸汽进口处闸阀,按每分钟升高0.1-0.15Mpa的速度逐渐升压,同时手动操作减压阀和给水调节阀,使蒸汽的压力、温度达到使用要求。在升压过程中,当压力升到额定压力的50%时,用手动使安全阀起跳(连续起跳次数不要超过3次,以免损坏密封面),检查安全阀的启闭是否灵敏。打开疏水器,排出冷凝水。通过调整,蒸汽参数达到规定值后方可投入使用。具体升压过程为:手动将阀位调整到10~20%,缓慢开大进口端闸阀,当压力接近目标值时,将控制系统切换至自动,使系统进入自动状态,继续缓慢开大闸阀,观察运行情况,调试完毕。减温操作同理。
二次压力检测有减温减压装置二次蒸汽出口管道上测压点取出的压力信号P2,经压力变送器转换成压力信号成正比的4—20mADC信号送至智能调节仪.智能调节仪接受从压力变送器来的信号,自动显示被测压力值.二次压力检测系统2.1.3、二次压力调节智能调节仪接受从压力变送器来的二次压力P2相对应的4—20mADC信号,由主屏显示所得的压力P2,并对测量信号与给定信号之偏差进行P(比例),I(积分)运算,结果以4—20mADC信号输出.从调节器出来的4—20mADC信号在伺服放大器中与电动执行器发出的反馈信号进行比较,由于这二个信号的极性相反,若他们不相等就有误差磁热出现,从而使伺服放大器有足够的输出功率,伺服放大器的输出通过操作器驱动电动执行器的伺服电机,使执行器的输出轴通过杠杆带动减压阀朝减小这误差磁热的方向运转,直到位置反馈信号与输入信号相等为止,这时蒸汽出口管道上压力就稳定在工艺需要的给定值(人工输入)上,达到压力自动调节的目的,二次压力调节系统流量特性采用等百分比特性。配合我司自主研发的较新结构的弹簧可调雾化喷嘴。
合同生效后3天内投标方向招标方工程师提供3份比较终的资料、图纸供设计施工用,向招标方提供8份比较终的资料、图纸。资料须注明“国家电投集团河南电力有限公司平东分公司供热首站建设EPC工程总承包项目工程专门”和“正式资料”,提供纸板文件的同时,还应同时向招标方/招标方工程师各提供资料的电子版一份,CAD图和WORD/EXCEL文字资料,以优盘提交。投标方在设备开始加工前,根据加工进度向用户监造人员提供相关资料2份。投标方随投标文件向招标方/招标方工程师各提供3份初步的资料、图纸供设计选型用。性能跟国际接轨,锥形面旋转喷水。超临界机组减温减压生产
消除了过去的由减温减压阀产生的热应力,减压阀密封面堆焊CoCrW合金,流道设计合理,起到稳流的作用。电源外壳拉伸机器人定制
电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。电源外壳拉伸机器人定制



- 高温高压减温减压老牌厂家 2025-10-13
- 浙江钣金冲压机械手 2025-10-13
- 河北超高温减温器 2025-10-13
- 河南减温器公司 2025-10-11
- 重庆减温减压生产 2025-10-11
- 带涂油三合一卷料数控送料机销售厂家 2025-10-11
- 浙江国标减温器 2025-10-11
- 镀锌板三合一送料机结构图 2025-10-11




- 01 全国高效贴标机
- 02 黑龙江景区废旧火车厢出售价格
- 03 安徽自动切管机在线询价
- 04 吉林机器人铆接自动化生产线多少钱
- 05 杭州cd纹机加工定制
- 06 中国香港药物3D打印机生产企业
- 07 天津超细破碎机哪家好
- 08 绍兴导电阳极丝测试系统按需定制
- 09 湖北化妆品瓶盖模具
- 10 江苏果蔬鳞片冰机