安徽YUDO热流道加工
关键词: 安徽YUDO热流道加工 热流道

 2026.05.09
2026.05.09
文章来源:
热流道进料不平衡,易导致制品充填不均、品质不稳,可从多方面排查解决。先检查热流道分流板流道设计是否对称,流道粗细、长短不一致会造成进料快慢不一,需规整流道尺寸,保证各型腔进料均衡。再校准温控系统,各分区温度不均会影响熔体流速,需统一调整温度,确保加热稳定、熔体流动性一致。同时检查喷嘴是否堵塞、磨损,出料不畅会打破平衡,及时清理残胶、更换受损喷嘴。调整注塑工艺,合理把控射速、压力与料量,避免参数失衡。另外,确保原料熔融均匀,无杂质结块,安装时各部件贴合到位。通过规整流道、稳定温控、检修配件、优化工艺,能有效解决热流道不平衡问题,保障生产稳定。开放式热流道结构简单成本低,维护便捷,多用于通用塑件的大批量成型。安徽YUDO热流道加工
热流道
热流道系统是现代注塑成型工艺的重要组成部分,主要由分流板、热喷嘴、温控箱及加热配件等构成。通过细致加热与恒温控制,使模具流道内的塑料熔体始终保持熔融状态,避免原料凝固产生废料,从源头减少资源损耗。该系统运行稳定,能让塑料熔体均匀输送、顺畅填充型腔,有效提升塑胶制品的成型精度与外观质感,缩短生产周期,提高整体生产效率。热流道适用性强,可适配不同材质的塑料原料,***用于汽车配件、电子电器、日用塑胶、工业零部件等多个行业,满足各类精密、规模化塑胶产品的生产需求,是提升注塑生产水平、降低生产成本的实用技术方案。上海塑胶热流道维修价格热流道的流道材料需具备高导热性。
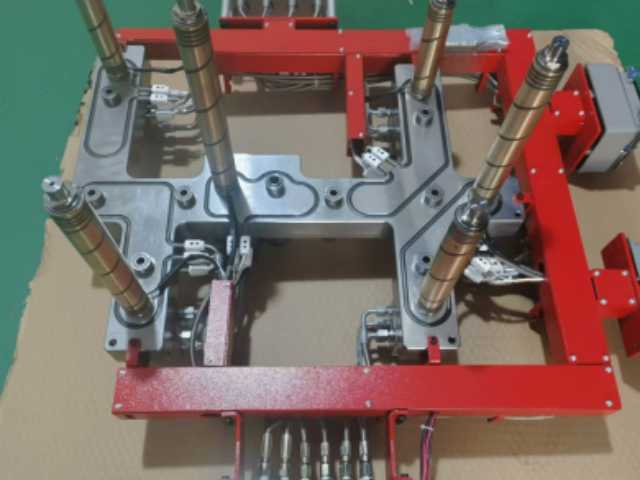
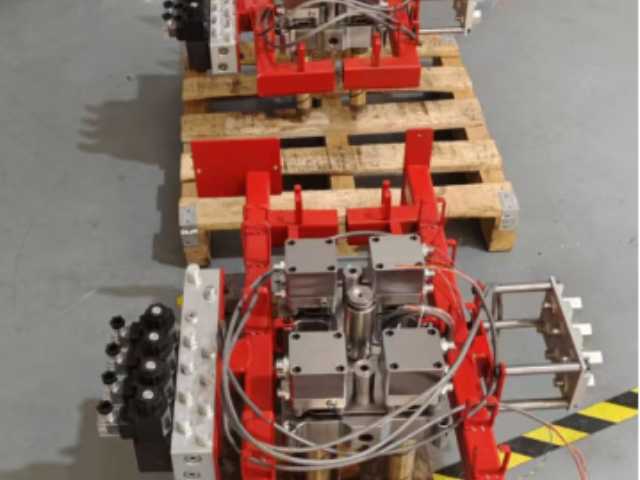
多腔模具依赖热流道实现均衡进料,平衡流道设计与精细温控确保各型腔压力、温度、速度一致,制品重量偏差与尺寸误差控制在极小范围。热流道省去冷流道废料回收,降低原料成本与人工分拣,提升多腔模具的生产效率与经济效益。上海垚塑热流道是其中颇具实力的一家,立足江浙沪,具备研发、生产、售后全链条能力,设备齐全,可定制热流道系统、温控箱等,服务响应快,适配家电、电子、汽车配件等中小批量及定制化生产。热流道安装需严格遵循同心度、密封度与隔热要求,确保分流板、喷嘴与模具贴合紧密,防止漏胶与热量散失。加热元件与感温线布线规范,避免挤压损坏,调试时逐步升温校准各区温度,确认熔体流动正常后再批量生产,降低初期故障风险。
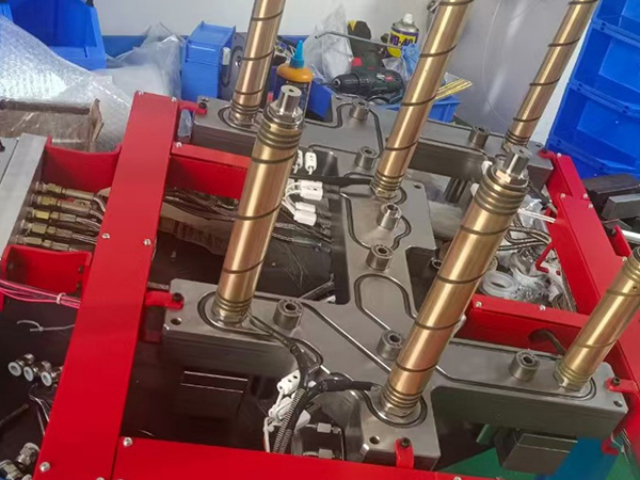
热喷嘴是热流道系统直接接触模具型腔的终端部件,负责将熔体精细导入型腔,其结构形式直接影响浇口质量、产品外观与成型稳定性。热喷嘴主要分为开放式热喷嘴与针阀式热喷嘴两大类。开放式喷嘴结构简单、成本较低、维护方便,适合通用塑料与对浇口外观要求不高的产品,能够实现稳定连续进料,但在低黏度材料加工中易出现流涎、拉丝现象。针阀式喷嘴通过气缸或电机驱动阀针实现浇口的机械开闭,可有效杜绝流涎与拉丝,浇口痕迹细微平整,无需后续修整,特别适合透明件、外观件、精密件的生产。针阀式系统还支持时序控制功能,通过顺序开闭浇口优化熔体填充路径,降低产品内应力,改善翘曲变形,满足**塑件的严苛成型要求。热流道的使用有助于提高生产稳定性。.
热流道系统能有效提升注塑生产效率
热流道的结构设计影响注塑成型质量。
热流道在多腔模具中应用较为***。
热流道的温度控制需与温控箱配合。
热流道的流道设计需考虑材料流动性。
热流道系统可减少原料浪费和能耗。
热流道的安装需注意密封性和定位精度。
热流道的维护保养应定期进行检查。
热流道的喷嘴结构对产品外观有影响。
热流道的加热方式有多种选择。
热流道的使用需结合工艺参数调整。
热流道的流道平衡影响产品一致性。
热流道的温度分布需均匀稳定。
热流道的选型应根据产品结构决定。
热流道的加热元件需具备良好耐温性。
热流道的安装位置应避免应力集中。
热流道的流道长度影响注塑压力。
热流道的维护需关注加热器和传感器。
热流道的密封结构需具备耐高温性。
热流道的使用可提升产品成型精度。
热流道的流道设计需避免死角残留。
热流道的温度控制精度影响产品质量。
热流道的安装需配合模具结构设计。
热流道的加热功率应与模具匹配。
热流道的流道材料需具备高导热性。 针阀式热流道可机械关闭浇口,有效避免拉丝流涎,适合外观件与透明件生产。浙江多腔热流道哪家便宜
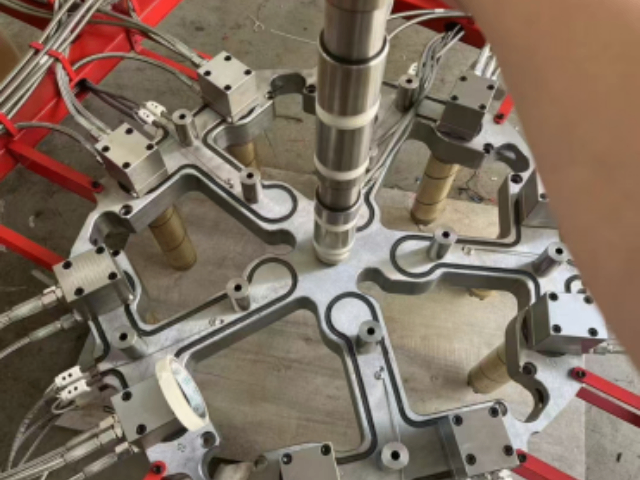
分流板负责均匀分配熔体,平衡流道设计能保证多腔模具产品一致性更高。安徽YUDO热流道加工
热流道系统常见故障主要包括温度异常、漏胶、浇口拉丝、填充不均、冷料进入等,快速准确排查是恢复生产的关键。温度漂移、超温或不升温多由感温线偏移、接触不良或加热元件损坏导致,需检查线路并更换配件;漏胶、溢料通常源于密封不良、同心度偏差或压力过高,应重新校准装配并优化工艺参数;浇口拉丝、流涎可通过降低喷嘴温度、调整阀针行程或更换喷嘴结构解决;填充不均、产品差异大多为流道不平衡、温度不均或压力损失过大,需优化分流板设计与温控参数。操作人员掌握基础故障判断与处理方法,可快速定位问题根源,缩短停机时间,保证生产连续性。安徽YUDO热流道加工



- 2点针阀开放式检测 2026-05-12
- 太阳圈热流道安装 2026-05-11
- 4点开放针阀调机 2026-05-11
- 瓶胚热流道调机 2026-05-11
- 山东开放式定制 2026-05-11
- 浙江高温热流道五星服务 2026-05-11
- 模架热流道市场价 2026-05-10
- YUDO针阀批发厂家 2026-05-10




- 01 辽宁智慧工地多路视频拼接系统
- 02 山西铜铝合金折叠翅片
- 03 浙江防冻液厂家电话
- 04 台州正规轮廓度检测哪家强
- 05 南通正规轮廓度检测专业团队在线服务
- 06 甘肃一体机诚信合作
- 07 东北安卓系统全景一体机触屏
- 08 汽车养护智能云柜加盟费
- 09 陕西一体机停车监控
- 10 路虎车联名文创