2点针阀开放式检测
关键词: 2点针阀开放式检测 开放式

 2026.05.12
2026.05.12
文章来源:
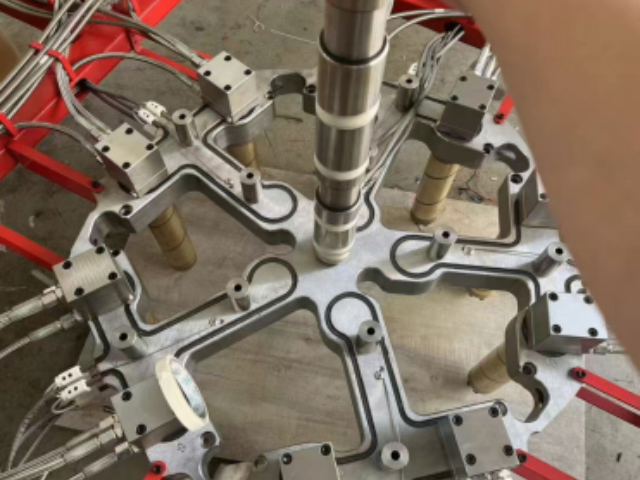
热流道系统能有效提升注塑生产效率热流道的结构设计影响注塑成型质量。热流道在多腔模具中应用较为***。热流道的温度控制需与温控箱配合。热流道的流道设计需考虑材料流动性。热流道系统可减少原料浪费和能耗。热流道的安装需注意密封性和定位精度。热流道的维护保养应定期进行检查。
热流道的喷嘴结构对产品外观有影响。热流道的加热方式有多种选择。热流道的使用需结合工艺参数调整。热流道的流道平衡影响产品一致性。热流道的温度分布需均匀稳定。热流道的选型应根据产品结构决定。热流道的加热元件需具备良好耐温性。热流道的安装位置应避免应力集中。
热流道的流道长度影响注塑压力。热流道的维护需关注加热器和传感器。热流道的密封结构需具备耐高温性。热流道的使用可提升产品成型精度。热流道的流道设计需避免死角残留。热流道的温度控制精度影响产品质量。热流道的安装需配合模具结构设计。热流道的加热功率应与模具匹配。热流道的流道材料需具备高导热性。 热流道减少冷料残留,杜绝制品出现缺料、毛边等问题。2点针阀开放式检测

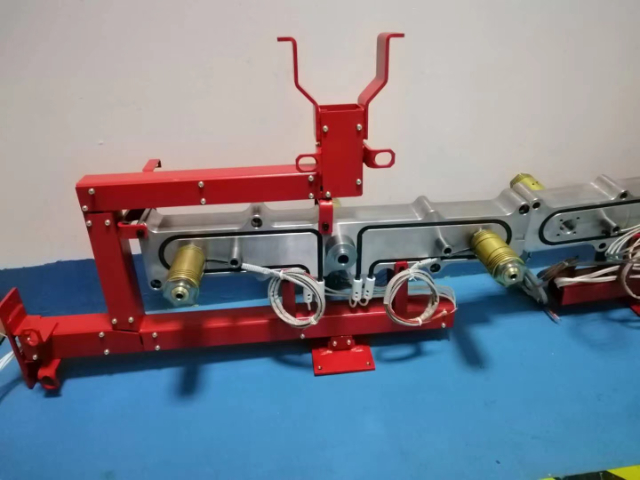
开放式热流道系统在生产效率与原料利用率上表现优异,能明显助力注塑企业降本增效。由于其浇口常开,熔体输送路径无额外阻隔,注塑时熔体流动阻力更小,填充速度更快,可有效缩短注射与保压时间,进而缩减整体成型周期。在大批量连续生产中,单模周期的小幅缩短,会转化为明显的产能提升,助力企业更快完成订单交付。同时,该系统能彻底消除流道冷料废料,实现原料利用率的比较大化。传统冷流道模具会产生大量流道废料,不仅浪费原料,还需投入人力、设备进行回收粉碎,而开放式热流道让塑料熔体全程保持熔融状态,直接注入型腔,从源头杜绝了废料产生。这不仅节约了塑胶原料成本,还省去了废料处理的工序与成本,契合绿色生产理念,尤其适合PE、PP等大宗原料的规模化生产。服务开放式降价无流道废料产生,彻底杜绝原料浪费,大幅提升塑胶原料利用率,从源头降低生产材料成本。

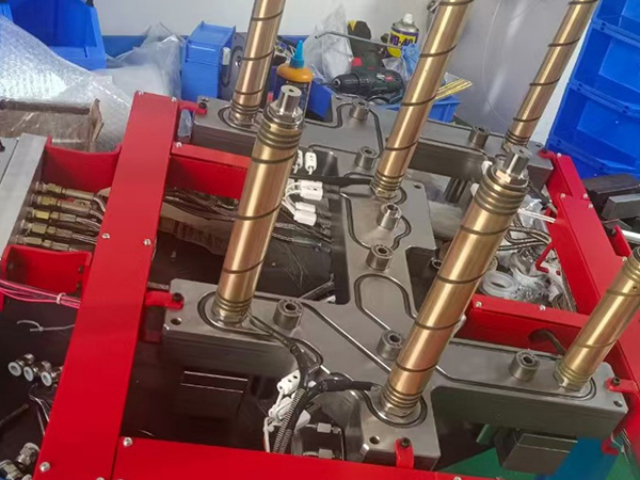
热流道使用维护有诸多禁忌,操作不当易引发故障、缩短使用寿命。是忌讳温度把控不当,升温过快、温度过高会导致原料碳化分解,产生黑点、黄变,过低则熔体凝固堵料。忌讳原料含杂质、受潮,杂质易堵塞流道,损伤配件,受潮原料会影响制品成型质量。忌讳长期不清理,流道、喷嘴残留胶料碳化积垢,引发漏胶、进料不均。忌讳野蛮安装拆卸,易造成部件变形、密封不严,出现漏胶问题。忌讳注塑参数失衡,压力、射速忽高忽低,破坏进料平衡。
热流道注塑产品发白、发黄,多因温控、原料、残料及工艺不当导致。温度过高或加热时间过长,塑料熔体易受热分解,出现发黄、发白、变脆;流道内残留旧料未清理,长期积碳碳化,会污染新料引发色差;原料受潮含水分、纯度不达标,也会导致制品色泽异常。解决时先精细调控温度,降低热喷嘴与分流板加热温度,避免熔体过度受热。彻底拆解清理流道、喷嘴、分流板,***积碳、残胶与杂质,杜绝旧料残留。原料提前烘干除湿,选用纯度合格的塑胶原料。优化注塑工艺,缩短熔体停留时间,控制射速与保压。定期检修加热元件,保证温控精细,做好日常清机保养,可有效改善产品发白、发黄问题,稳定制品色泽品质。热流道控温均匀,减少产品变形风险。
针对江浙沪注塑企业批量生产的需求,我们提供定制化热流道上门维修服务,兼顾应急抢修与预防性维护。对于突发停机的紧急情况,我们开通24小时服务热线,江浙沪区域全天候响应,技术人员携带常用配件上门,快速处理堵料、漏胶、超温报警等紧急故障,助力企业减少停工损失。同时,我们为长期合作客户提供定期上门巡检服务,每季度安排技术人员到厂,对热流道系统进行清洁、校准、部件损耗检查,提前排除安全隐患,延长设备使用寿命。无论是单台设备维修,还是整厂热流道系统维护,我们都能根据企业生产计划,灵活安排上门时间,不影响正常生产节奏。适配多种通用塑胶原料,对原料兼容性强,满足不同塑件加工需求,应用场景实用。汽车模开放式销售电话
热流道节能高效,助力企业绿色生产。2点针阀开放式检测
我们为江浙沪客户提供热流道维修后的上门回访与质保服务,让客户无后顾之忧。所有上门维修的热流道系统,均享受至少3个月的质保期,质保期内出现同类故障,我们**上门返修。维修完成后7个工作日内,我们会安排客服人员进行电话回访,了解设备运行情况;1个月内,技术人员会上门进行二次巡检,确保设备长期稳定运行。针对长期合作客户,我们建立专属服务档案,记录设备维修历史、配件更换情况、巡检记录等,为后续维修与维护提供数据支持。完善的质保与回访体系,彰显了我们对服务品质的追求,也赢得了江浙沪客户的***认可。2点针阀开放式检测


- 瓶胚热流道调机 2026-05-11
- 山东开放式定制 2026-05-11
- 浙江高温热流道五星服务 2026-05-11
- 模架热流道市场价 2026-05-10
- YUDO针阀批发厂家 2026-05-10
- 浙江加工热流道报价表 2026-05-10
- 国有点胶口降价 2026-05-10
- 上海模次热流道要多少钱 2026-05-10




- 01 辽宁智慧工地多路视频拼接系统
- 02 浙江防冻液厂家电话
- 03 南通正规轮廓度检测专业团队在线服务
- 04 东北安卓系统全景一体机触屏
- 05 路虎车联名文创
- 06 北京全地形车减震器定制
- 07 山西座椅EOL电检检测设备供应商
- 08 变速箱维修公司推荐
- 09 贵州永乐加热片哪里买
- 10 盐城共享服务智能云柜招商加盟