柳道开放式多腔
关键词: 柳道开放式多腔 开放式

 2026.05.13
2026.05.13
文章来源:
热流道制品出现黑点,主要是原料杂质、残料碳化、部件磨损、清洁不到位所致。流道、喷嘴、分流板内长期残留塑料熔体,高温下易碳化变黑,随熔体带出形成黑点;加热温度过高、熔体停留过久,会加速原料分解碳化。原料含杂质、受潮污染,或螺杆、加热部件磨损掉屑,也会产生黑点。解决需彻底拆解热流道,***清理残胶、积碳与杂质,保证流道洁净。严控加热温度,避免高温过度加热,缩短熔体滞留时间。选用纯净无杂质的原料,使用前烘干除杂。定期检修加热元件、螺杆及密封部件,更换磨损老化配件,防止碎屑脱落。生产前低速清机,排净残留旧料再正常生产。日常做好定期清洁保养,规范温控与用料,能有效减少黑点产生,保障制品品质。成型塑件外观规整,无明显瑕疵,满足常规产品使用标准,市场认可度高。柳道开放式多腔
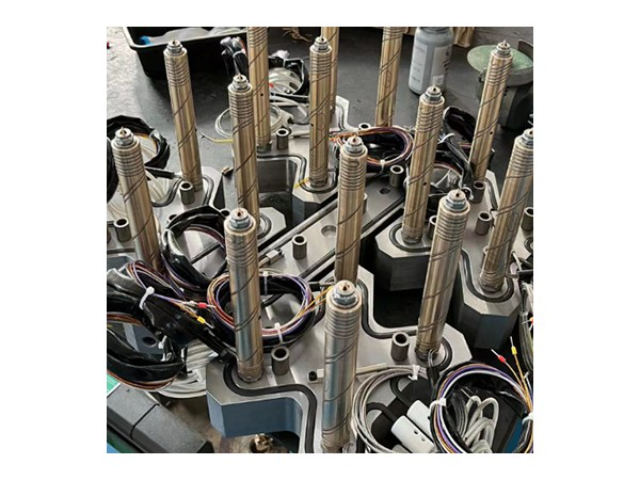
热流道制品出现黑点,主要是原料杂质、残料碳化、部件磨损、清洁不到位所致。流道、喷嘴、分流板内长期残留塑料熔体,高温下易碳化变黑,随熔体带出形成黑点;加热温度过高、熔体停留过久,会加速原料分解碳化。原料含杂质、受潮污染,或螺杆、加热部件磨损掉屑,也会产生黑点。解决需彻底拆解热流道,更好清理残胶、积碳与杂质,保证流道洁净。严控加热温度,避免高温过度加热,缩短熔体滞留时间。选用纯净无杂质的原料,使用前烘干除杂。定期检修加热元件、螺杆及密封部件,更换磨损老化配件,防止碎屑脱落。生产前低速清机,排净残留旧料再正常生产。日常做好定期清洁保养,规范温控与用料,能有效减少黑点产生,保障制品品质。4点开放开放式上门热流道改善熔体流动状态,让型腔填充更均匀,提升良品率。

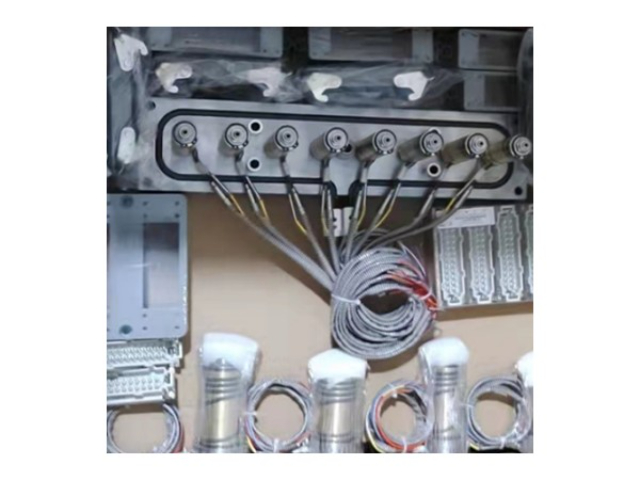
热流道的温度控制方式可灵活选择。热流道的安装需注意接地和绝缘保护。热流道的流道设计需结合注塑工艺优化。热流道的温度设定需避免超限操作。热流道的使用环境应保持干燥清洁。.热流道的维护需关注密封圈老化问题。热流道的温度控制功能可满足多种需求热流道的流道材料需具备高导热性。热流道的使用有助于减少浇口痕迹。热流道的温度波动应控制在合理范围。热流道的结构设计需便于拆卸维护。
热流道的加热区域需均匀分布。热流道的使用需注意模具冷却系统配合热流道的流道过渡应平滑无突变。热流道的温度设定需结合材料特性.热流道的安装需预留足够的维护空间。热流道的加热器需具备快速响应能力。热流道的流道尺寸需根据产品需求设计。热流道的使用可提升模具的利用率。热流道的温度控制需避免局部过热。热流道的流道设计需考虑熔体流动平衡。热流道的安装需注意与模具的配合精度。热流道的维护需定期清理流道残留。
我们为江浙沪客户提供热流道维修后的上门回访与质保服务,让客户无后顾之忧。所有上门维修的热流道系统,均享受至少3个月的质保期,质保期内出现同类故障,我们**上门返修。维修完成后7个工作日内,我们会安排客服人员进行电话回访,了解设备运行情况;1个月内,技术人员会上门进行二次巡检,确保设备长期稳定运行。针对长期合作客户,我们建立专属服务档案,记录设备维修历史、配件更换情况、巡检记录等,为后续维修与维护提供数据支持。完善的质保与回访体系,彰显了我们对服务品质的追求,也赢得了江浙沪客户的***认可。热流道设计科学,提升注塑成型效率。
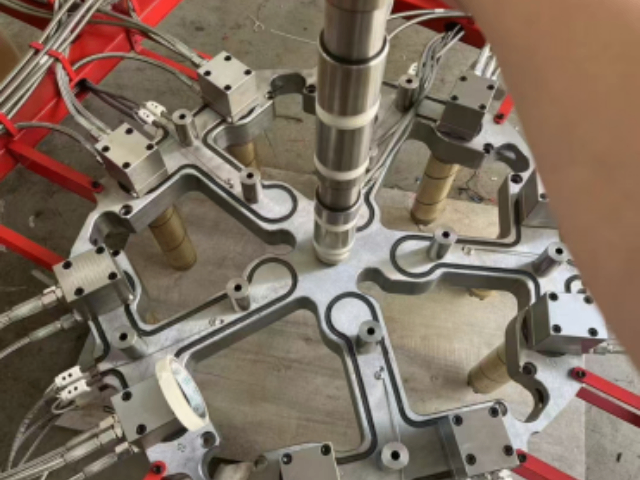
把握热流道平衡,**是保障各型腔进料均匀、熔体流速稳定,需从设计、温控、配件、工艺多方面把控。设计阶段优先选用对称式分流板,保证各流道长度、粗细、转角一致,从源头均衡进料。精细管控分区温度,各喷嘴、分流板温差不宜过大,确保熔体熔融状态相同,流速稳定。定期检修配件,避免喷嘴堵塞、磨损、出料不均,及时更换老化部件,保证出料顺畅。选用纯度达标、熔融稳定的原料,避免杂质影响流动性。优化注塑参数,合理调整射速、压力、料量,匹配热流道进料节奏。生产中实时观察制品充填状态,发现快慢不均及时微调。做好日常保养,定期清理残胶、校准温控,规范安装操作,长期稳定维持热流道平衡,保障制品成型质量。热流道优化熔体压力,让胶料填充更平稳顺畅。服务开放式检测
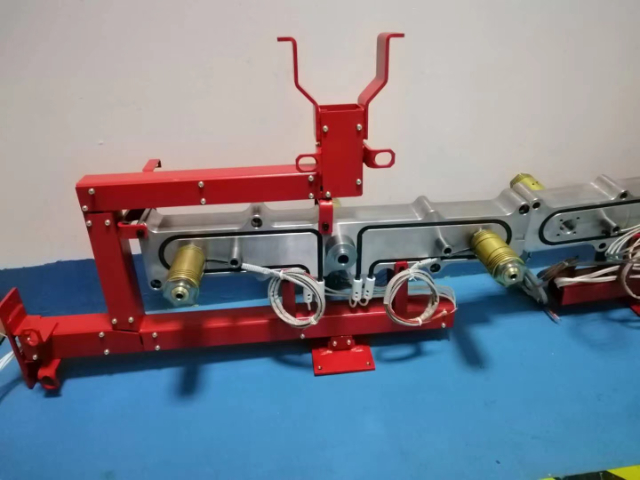
热流道缩短注塑周期,提升产能,适配批量规模化生产模式。柳道开放式多腔
我们始终秉持“专业高效、客户至上”的服务理念,深耕江浙沪热流道上门维修服务领域。十一年的行业经验,让我们积累了丰富的故障处理案例,能够应对各类复杂的热流道故障。从设备的紧急抢修到日常巡检,从配件更换到系统升级,我们为江浙沪客户提供***的上门服务。无论是清晨还是深夜,无论是工作日还是节假日,我们都能响应客户的维修需求,用专业的技术、高效的响应、贴心的服务,守护每一位江浙沪客户的生产线。未来,我们将继续优化服务网络,提升技术水平,为江浙沪注塑行业的发展提供更质量的热流道维修保障。柳道开放式多腔



- 瓶胚热流道调机 2026-05-11
- 山东开放式定制 2026-05-11
- 浙江高温热流道五星服务 2026-05-11
- 模架热流道市场价 2026-05-10
- YUDO针阀批发厂家 2026-05-10
- 浙江加工热流道报价表 2026-05-10
- 国有点胶口降价 2026-05-10
- 上海模次热流道要多少钱 2026-05-10




- 01 辽宁智慧工地多路视频拼接系统
- 02 山西铜铝合金折叠翅片
- 03 浙江防冻液厂家电话
- 04 台州正规轮廓度检测哪家强
- 05 南通正规轮廓度检测专业团队在线服务
- 06 甘肃一体机诚信合作
- 07 东北安卓系统全景一体机触屏
- 08 汽车养护智能云柜加盟费
- 09 路虎车联名文创
- 10 北京全地形车减震器定制