广东国产自动化装配线设计
关键词: 广东国产自动化装配线设计 自动化装配线

 2026.05.26
2026.05.26
文章来源:
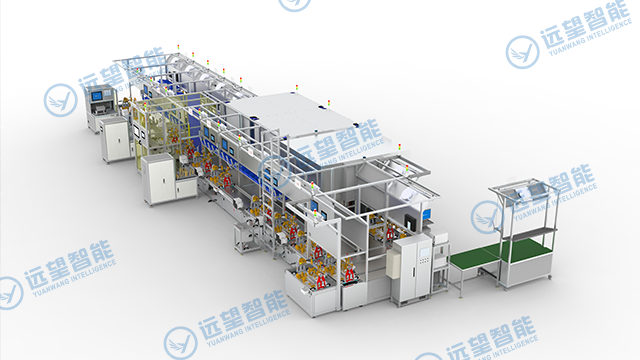
新能源商用车轮边电机长期处于泥水、颠簸环境,人工装配冷却管路易出现接头腐蚀、管路松动,造成热管理冷却失效,电机过热损坏。针对轮边驱动部件生产痛点,适配轮边电机组件的自动化装配线,采用重载抗振动防腐工装,完成电机本体、冷却管路、密封接头、固定支架的装配,装配节拍 25–41 秒 / 件,扭矩调节区间 7–55N・m。该自动化装配线强化管路密封与固定强度,适配复杂路况,保障热管理系统持续散热。产线适配重卡、客车轮边驱动系统,单日可完成 4800–6600 件电机管路组件装配,助力新能源商用车零部件企业提升产品可靠性。涡轮增压器管路组装,自动化装配线管控热管理冷却管装配压力参数。广东国产自动化装配线设计

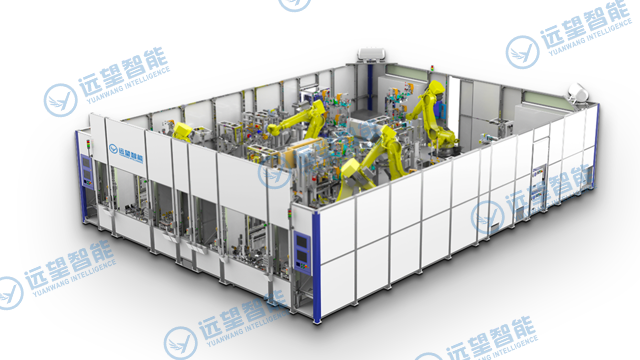
远望智能针对汽车高压热管理管路 + 燃油油管双系统研发的自动化装配线,实现整车冷却管、空调冷媒管、高压燃油管的接头压装、卡扣固定、双层分步检漏作业。该自动化装配线装配节拍 16–30 秒 / 件,位移精度保持 ±0.024mm,扭矩控制波动范围 ±2.7%,适配高压管路强度高的装配需求。产线分两段单独检测燃油供给系统与热管理散热系统密封性,避免两套管路系统相互干扰,单日可完成 9500–13000 件管路类零部件装配,生产效率较传统产线提升 48%。设备高压检测模块可兼容氢瓶高压管路配件生产,有效拓展零部件企业高压管路类产品的业务覆盖范围。广东柔性自动化装配线选型方案滚塑油箱制造加工,自动化装配线贴合热管理贴片柔性压装装配要求。

SUV、旅行车车顶行李架高速行驶风阻大,人工装配导流组件易出现对位偏差,造成气流紊乱、车顶积热,影响整车热管理散热效率。针对车顶外观件生产痛点,适配行李架组件的自动化装配线,采用轻量化抗风阻工装,完成行李架底座、固定结构、散热导流片、密封胶条的装配,装配节拍 11–23 秒 / 件,扭矩覆盖 3–34N・m。该自动化装配线精确匹配车顶气流走向,优化热管理散热路径,减少高速行驶热量堆积。产线换型灵活,单日可完成 10200–13800 件行李架组件装配,兼顾外观美观度与散热实用性。
雨雪天气行车时,雨刮与后视镜除雾系统协同性差,人工装配联动组件易出现线束错位、热管理除雾元件接触不良,视野受阻影响行车安全。针对外部功能件生产痛点,适配雨刮联动组件的自动化装配线,采用小型精密工装,完成雨刮电机、联动机构、后视镜热管理除雾元件、线束组件的预装,装配节拍 13–25 秒 / 件,扭矩调节区间 3–32N・m。该自动化装配线实现雨刮与热管理除雾系统标准化联动,提升雨雪天气除雾效率。产线可兼容各类乘用车型,单日可完成 11500–15200 件联动组件装配,强化整车行车安全性能。氢电重卡零部件组装,自动化装配线集成氢瓶与整车热管理系统装配。
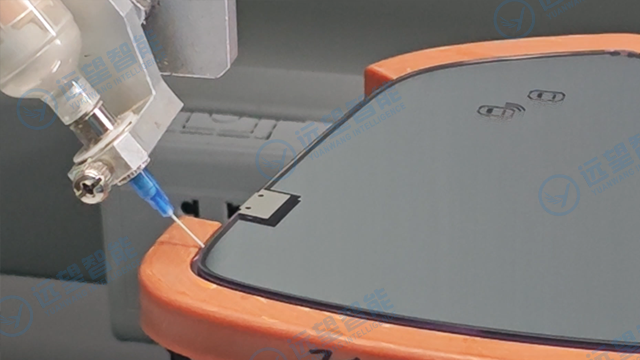
远望智能围绕汽车空调 HVAC 与热管理一体化总成打造的自动化装配线,实现蒸发箱、冷凝器连接管路、热管理换热芯体、暖风模块、壳体密封结构的整体组装。该自动化装配线装配节拍 18–32 秒 / 件,伺服压装力区间 600–4500N,扭矩覆盖 4–35N・m,适配空调与散热系统多规格部件装配。产线同步完成 HVAC 壳体密封测试与热管理管路耐压检测,避免空调冷媒系统与整车散热系统出现相互渗漏问题,单日可稳定完成 7000–10000 套总成装配作业,人力生产成本下降 59%。模块化结构便于后期接入氢瓶管路装配单元,适配车企氢能空调系统研发与小批量试产需求。汽车传感器组件加工,自动化装配线同步完成热管理传感元件装配作业。广东精密自动化装配线
汽车制动配件组装,自动化装配线预装热管理散热导流片提升稳定性。广东国产自动化装配线设计
远望智能面向轻卡车型热管理 + 油箱 + HVAC 总成设计的自动化装配线,适配轻卡中小型油箱、暖风 HVAC 系统、底盘冷却管路、外后视镜总成的一体化装配。该自动化装配线装配节拍 23–37 秒 / 件,中等承载输送结构适配轻卡中小型零部件,扭矩调节区间 5–40N・m,兼顾轻量化与结构稳定性。产线实现轻卡传统燃油供给系统、整车热管理散热系统、空调系统的同步预装成型,有效提升轻卡整车装配效率,单日可完成 4500–6200 套总成装配,助力轻卡零部件企业完成产线智能化升级改造。广东国产自动化装配线设计




- 东莞柔性自动化装配线加工 2026-05-23
- 宁波在线式自动点胶设备 2026-05-23
- 深圳半自动化装配线设计 2026-05-23
- 东莞组装自动化装配线组装 2026-05-23
- 无锡非标自动化装配线报价 2026-05-23
- 昆山智能自动化装配线解决方案 2026-05-22
- 深圳组装自动化装配线生产方案 2026-05-22
- 广东智能自动化装配线制造 2026-05-22




- 01 上海燃气熔盐炉厂
- 02 无锡不锈钢表面处理地址
- 03 太原低温装配箱技术
- 04 天津防水伺服电机销售电话
- 05 常州制药行业洁净管道品牌
- 06 河北使用真空冷冻干燥设备怎么用
- 07 贵州离心泵选型
- 08 深圳工程塑料金属分离器销售厂家
- 09 温江餐厅约克螺杆机
- 10 碳纤维材料在生产线上用的AI验布系统