低阻抗铂铱合金等离子电极批发
关键词: 低阻抗铂铱合金等离子电极批发 医用等离子电极刀铂铱电极

 2026.06.20
2026.06.20
文章来源:
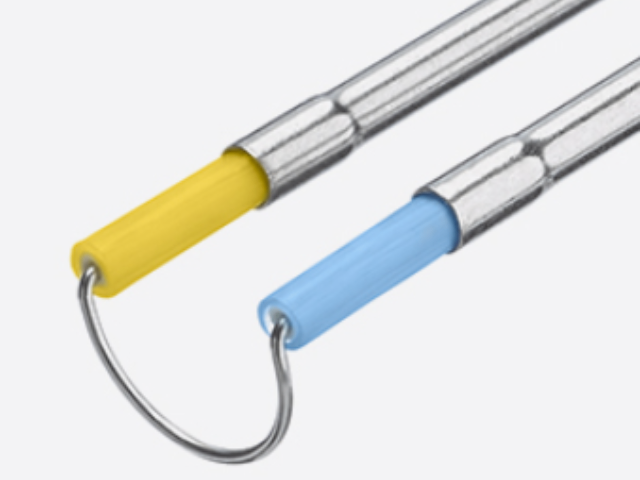
等离子手术系统的电气安全设计关系到医患双方的生命安全,是产品注册和临床使用的***红线。等离子刀手柄通常采用双极设计——工作电极(铂铱尖头处)和回路电极(杆状部或配套负极板)形成闭合回路,电流主要在两极之间流动,减少了对远端非目标组织的热损伤风险。但等离子放电本身的物理特性决定了其在局部区域的能量密度极高,若绝缘设计不当,高频电流可能沿着手柄内部的非目标通路泄漏到操作者手部或患者接触部位,造成意外灼伤。手柄内部的电气绝缘通常采用高介电强度材料(如聚醚醚酮PEEK、陶瓷或高性能硅胶),绝缘层厚度和介电强度需要满足IEC 60601-1(医用电气设备通用安全要求)中关于漏电流和介电强度的限值——对地漏电流不超过500μA(正常工作状态),外壳漏电流不超过100μA。此外,手柄连接器与主机之间的电气接口设计需要防止误连接(cross-connection)导致的系统失效。部分系统还配备了实时阻抗监测功能——当检测到手柄或电极的阻抗异常升高(提示绝缘破损或接触不良)时,系统自动切断输出并报警,这是防止电气安全事故的重要硬件保障。栢林电子与科研院所产学研合作,优化铂铱电极性能。低阻抗铂铱合金等离子电极批发

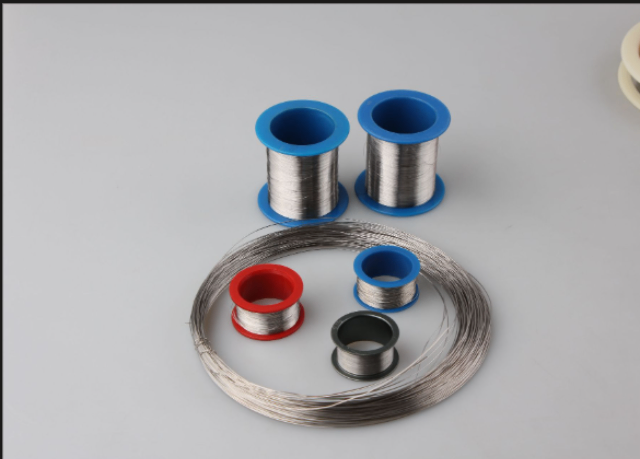
从全生命周期使用成本的角度评估,铂铱等离子刀电极在特定使用场景中具有可观的经济性优势,尽管其一次性采购单价高于不锈钢或普通合金电极。铂铱电极的长寿命优势来自两个方面:铂铱合金的耐溅射特性使尖头处在额定使用寿命内的几何形变极小,消融效率的衰减曲线更为平缓——这意味着相同额定规格下,铂铱电极能够完成的消融剂量(焦耳数)或激发次数更多,每焦耳或每次激发的材料成本相应降低。铂铱合金的高温稳定性保证了电极在峰值功率使用条件下不会发生软化塌陷或尖头处熔蚀,避免了因材料性能不达标导致的提前报废。对于高频使用的科室(如泌尿外科前列腺手术量大的中心),铂铱电极每台手术的均摊成本可能低于低价但短寿命的替代材料电极。此外,铂铱电极可重复使用型号在合理的器械管理条件下可耐受100至300次灭菌循环,以日均2至3台手术计算,可覆盖数月至一年的使用量,进一步摊薄了单次使用成本。当然,对于低频使用科室或特定一次性使用规范要求严格的情况(如内镜手术中强制一次性使用的情形),一次性铂铱电极的单次成本仍是决策的主要考量。开放手术等离子电极铂铱合金规格材料专业团队把控,铂铱电极原料与工艺双把关。
随着微创手术向更小切口和更窄工作通道的方向发展,内镜等离子刀电极的微型化成为重要的技术方向。传统硬性内镜的工作通道直径约2.8mm至4mm,可容纳的外径为2mm至3.5mm的等离子刀电极。但超细内镜(如神经内镜、脑室镜)的工作通道只有1mm至1.5mm,对应的等离子刀电极外径需压缩至0.8mm至1.2mm,引发了从设计到工艺的系统性挑战。首先,轴身变细后铂铱丝芯的直径也随之减小,电气阻抗上升——这需要通过优化导线接头的低阻抗连接设计来补偿。其次,轴身内通常集成了生理盐水灌注通道(用于维持消融区域的组织湿度和带走热量),超细规格下的通道截面积严重受限,流速下降影响冷却效率,需要采用更高效的冷却结构(如微型雾化冷却或改进的水流动力学通道设计)。再次,超细尖头处的机械强度是脆弱环节——手术过程中一旦尖头处意外触碰硬质组织(如骨刺、金属植入物)极易折断,需要在设计中引入应力集中规避和过度弯曲保护机制。微型化的极限受限于现有材料体系和工艺能力,但技术进步正在持续拓展这一边界。
等离子刀技术在泌尿外科的应用主要包括经尿道前列腺切除术(TURP)和前列腺汽化术(TVP),是***良性前列腺增生(BPH)的主流微创手术方式之一。与传统单极电刀TURP相比,双极等离子前列腺切除术(B-TURP)具有明显的安全性优势:双极回路将电流限制在电极与回路电极之间的局部区域,无需通过患者身体的远端回路(负极板),彻底消除了电流经躯干组织的意外灼伤风险(尤其是安装心脏起搏器或除颤器患者的手术禁忌较大的放宽);此外,术中使用的生理盐水作为冲洗液而非甘露醇溶液,避免了传统TURP中因冲洗液吸收导致的低钠血症(TUR综合征)的发生。双极等离子电极(刀头)通常采用柱状、滚轮状或钩状等多种形态,滚轮电极用于快速汽化和切除增生组织,钩状电极用于精密切割前列腺尖部和包膜附近区域。铂铱合金电极在此类大功率(300W至400W峰值)、长时间(单台手术可能需要30至60分钟连续使用)的应用中,其耐高温、抗溅射和长期放电稳定性优势得以充分发挥。医用铂铱电极适配多种规格的医用等离子刀头。
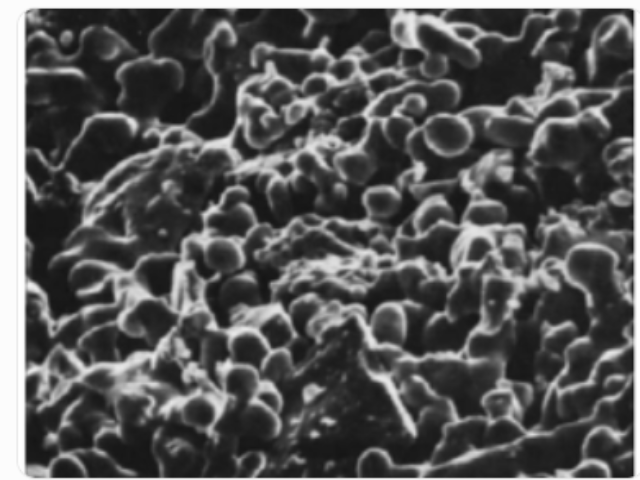
激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采用双脉冲激光序列(***脉冲预热铜,第二脉冲与铂侧同时熔化);在接头界面增加银基微熔覆层以改善润湿性。焊后检验通常包括:金相切片(观察焊缝熔合形态,确认无裂纹和大型气孔)、剪切力测试(接头抗剪切强度应≥50 N)和微焦点X射线无损检测(识别内部缺陷)。高新技术企业资质,支撑铂铱电极技术研发创新。开放手术等离子电极铂铱合金规格
公司市级研发中心,专攻医用铂铱电极技术研发。低阻抗铂铱合金等离子电极批发
等离子手术设备在高频高压放电过程中不可避免地产生电磁辐射,电磁兼容(EMC)性能关系到设备能否在复杂的医院电磁环境中稳定运行,同时避免干扰其他医疗设备(如心电监护、起搏器等)。铂铱电极本身是被动器件,其EMC特性主要由手柄整体结构和主机电路共同决定。射频放电是主要的传导干扰源——高频电流通过电源线和信号线向外部传播,合格的主机电源输入端应安装射频滤波器,将传导干扰抑制至标准限值以下(YY 0505/IEC 60601-1-2)。空气辐射干扰则通过手柄和电缆的屏蔽结构来控制——高级手柄电缆采用整体编织屏蔽层+两端正确接地(单点接地以避免地环路)设计,辐射发射应满足1米距离内A类设备限值。EMC测试是等离子手术系统注册前的必做项目,需要在具备资质的EMC实验室(全电波暗室和屏蔽室)中完成。此外,手术室中同时使用多种高频手术设备(电刀、激光等)时,等离子刀与这些设备之间的相互干扰需要通过空间隔离和分时使用策略加以管控,防止多设备同时运行时EMC指标叠加超标。低阻抗铂铱合金等离子电极批发
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!



- 脑电极导丝导丝电镀组件 2026-06-18
- 金锡焊料运输包装成品 2026-06-17
- 医用吸气剂真空熔炼加工 2026-06-17
- 脑电极导丝钨基制造 2026-06-17
- 医用吸气剂材质耐低温 2026-06-17
- 金锡焊料尺寸批发 2026-06-17
- CAUP 术低温等离子电极铂铱合金技术参数 2026-06-16
- 椎间盘消融等离子电极铂铱合金规格 2026-06-16




- 01 重庆直流继电器EMC双线圈转换板使用教程
- 02 广州国产FPGA国密算法
- 03 辽宁加油站防雷收费
- 04 山东点阵背光源多少钱
- 05 西青区有实力的私域引流公司哪家正规
- 06 杭州停车场车牌识别屏供应
- 07 重庆激光器使用方法
- 08 色环电感怎么测量
- 09 东莞热熔胶点胶机
- 10 广西防水温度传感器厂家