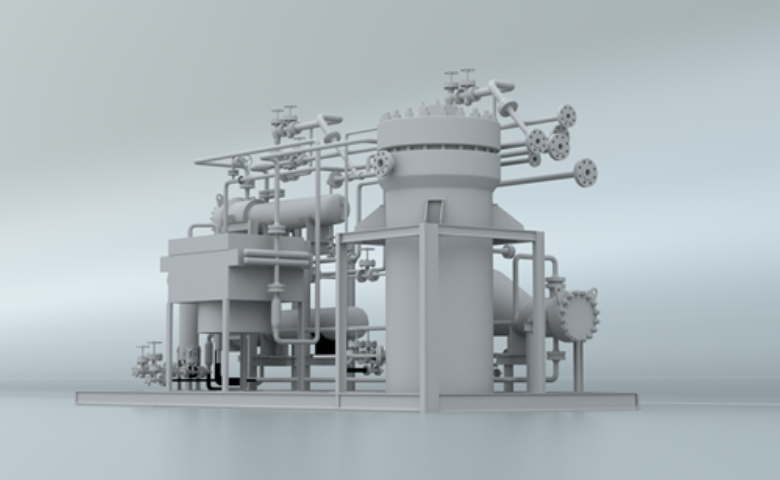
贵州石化脱氮设备
关键词: 贵州石化脱氮设备 脱氮

 2024.09.14
2024.09.14
文章来源:
如何除去污废水中的氮?污水中的氮一般以有机氮、氨氮、亚硝态氮和硝酸盐氮四种形式存在,主要存在形态为有机氮和氨氮。从原理上划分脱氮方法有物理法、化学法和生物法三大类。生物脱氮,污水生物处理脱氮主要是靠一些专性微生物实现氮形式的转化。含氮有机化合物在微生物的作用下首先分解转化为氨氮或NH3,这一过程称为“氨化反应”。硝化菌把氨氮转化为硝酸盐,这一过程称为“硝化反应”。反硝化菌把硝酸盐转化为氮气,这一反应称为“反硝化反应”。脱氮技术在工业生产中起到重要作用。贵州石化脱氮设备
传统硝化反硝化,传统的理论认为生物脱氮是由有机氮氨化、硝化、反硝化及微生物的同化作用来完成。氨化作用是将有机氮在生物处理过程中氧化为氨氮;硝化作用是由氨氧化为硝酸的过程称为硝化作用;反硝化作用,硝酸盐在缺氧条件(DO<0.5mg/L)下被反硝化菌还原为亚硝酸盐,再转化为氮气的过程。它的缺点也比较明显:①存有大量有机物的情况下,自养硝化菌对氧气与营养物的竞争力不如好氧异养菌,导致反应中硝化菌种无法占据主导地位;②反硝化需要提供有机物作为电子供体,但硝化过程中去除了大量有机碳导致碳源缺乏。陕西污水脱氮设备石化脱氮技术可处理石化废水中的氮化物。

在水温大于25 ℃,气液比控制在3500左右,渗滤液pH控制在10.5左右,对于氨氮浓度高达2000~4000mg/L的垃圾渗滤液,去除率可达到90%以上。吹脱法在低温时氨氮去除效率不高。采用超声波吹脱技术对化肥厂高浓度氨氮废水(例如882mg/L)进行了处理试验。较佳工艺条件为pH=11,超声吹脱时间为40min,气水比为1000:1试验结果表明,废水采用超声波辐射以后,氨氮的吹脱效果明显增加,与传统吹脱技术相比,氨氮的去除率增加了17%~164%,在90%以上,吹脱后氨氮在100mg/L以内。
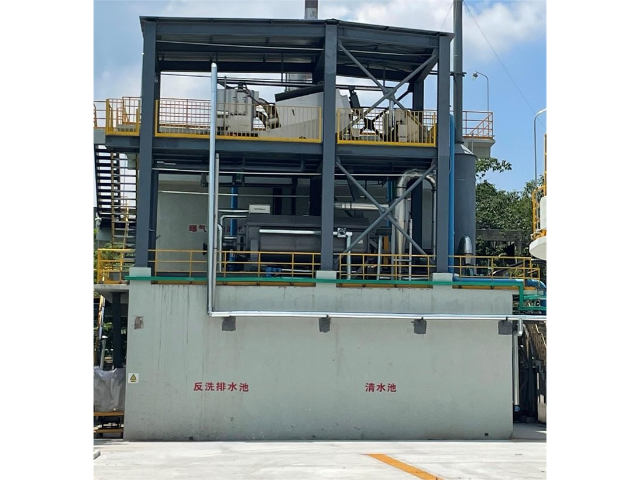
厌氧池,为传统的A2/O工艺流程,首段为厌氧池,本池的主要作用为释放磷(具体反映机理看前面),其次在本池中也可发生水解酸化反应。原水与同步进入的二沉池回流的含磷污泥二者混合后再兼性厌氧发酵菌的作用下部分易生物降解的大分子有机物被转化为小分子的挥发性脂肪酸(VFA),聚磷菌将细胞内的聚磷水解成正磷酸盐,释放到水中,释放的能量可供转型好氧的聚磷菌在厌氧的压抑环境下维持生存,同时吸收水解后的小分子有机物合成PHB并储存在体内。另外,NH4+-N因细胞的合成而被去除一部分,同时回流污泥的稀释作用使污水中的NH4+-N浓度下降;另外回流污泥中的NO3—-N进入厌氧池后迅速利用原水中的快速降解有机物而被还原为氮气释放,会部分去除进水中的有机物,该池出水几乎不含NO3—-N。影响因素:对于高氨氮废水,污泥回流中携带有大量的NO3—-N,当硝氮浓度≥4mg/L时,将减少了据邻居释放所获得的溶解性有机物的量,不能是该池形成较好的兼性厌氧环境,不只不利于据邻居的释磷反应,而且也不利于大分子的厌氧发酵为小分子有机物,对释磷反应不利。脱氮菌种是指在生物脱氮过程中所使用的特定微生物。

磷酸铵镁沉淀法(鸟粪石法),向含氨氮废水中投加Mg2+和PO43-,三者反应生成MgNH4PO4•6H2O(简称MAP)沉淀。此法工艺简单,操作简便,反应快,影响因素少,能充分回收氨实现废水资源化。该方法的主要局限性在于沉淀药剂用量较大,从而致使处理成本较高,沉淀产物MAP的用途有待进一步开发与推广。Mg2++ PO43-+ NH4+= MgNH4PO4,Mg2+一般由MgCL2提供, MgCL2分子量为95; PO43-一般由NaH2PO4提供,分子量145,不考虑其他因素,理论上计算得去除1kg NH4+需要MgCL27.6kg, NaH2PO410.36kg, 按工业级MgCL22.5元/kg, 工业级NaH2PO43.0元/kg计算,去除1kg NH4+的药剂成本为50元.产生磷酸铵镁沉淀18kg(不考虑结晶水)。脱氮工程的成功需要综合考虑工艺、设备和操作等方面因素。滁州硝化脱氮供应
加强对脱氮技术的培训与推广,有助于提升整个行业的环保水平。贵州石化脱氮设备
五段Phoredox工艺(简称为Phoredox工艺),由于发现Bardenpho工艺中混合液回流中的硝氮对生物除磷有非常不利的影响,通过Bardenpho工艺的中试研究,Barnard(1976)提出真正意义上的生物脱氮除磷工艺流程(见图8),即在Bardenpho工艺前段增设一个厌氧区。这一工艺流程在南非称为五段Phoredox工艺(简称为Phoredox工艺),在美国称之为改良型Bardenpho工艺。改良型Bardenpho工艺通常按低污泥负荷(较长污泥龄)方式设计和运行,目的是提高脱氮效率。五段Phoredox工艺使用的SRT比A2/O工艺更长(10-20d),其他设计参数为:厌氧区 HRT=0.5-1h;头一缺氧区HTR=1-3h;第二缺氧区HRT=2-4h;头一好氧区HRT=4-12h,第二好氧区HRT=0.5-1h;污泥回流比为50%-100%;混合液回流比为200%-400%。贵州石化脱氮设备







- 01 广东气动阀门批发
- 02 湖北幼儿园甲醛检测哪家好
- 03 马鞍山化工纯水设备
- 04 江苏除味一体扰流喷淋除臭设备厂家电话
- 05 重庆建设项目气浮机
- 06 金华管线净水机售后
- 07 丽水专业生产螺旋风管专注通风管道生产10余年
- 08 广西酸洗磷化污水处理厂家
- 09 安徽螺旋气力输送阀门怎么选
- 10 福建反冲洗浅层砂过滤器